同步化为何是稳定生产的关键
尽管周期时间正确,但生产不稳定
许多装配线被正式视为 “处于周期内”,但却无法实现其稳定性目标。只有付出额外的努力才能达到计划的数量。跳线经常被部署,返工发生在生产线之外,小故障迅速升级。
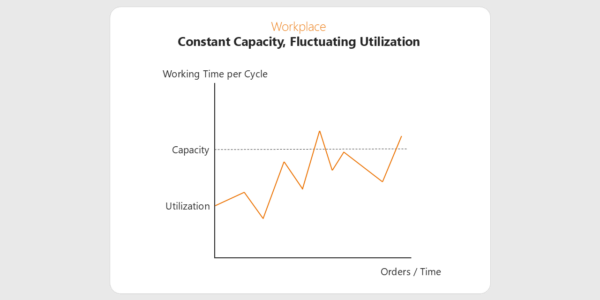
周期时间描述了产品在工位上停留的时间。因此,它定义了一个固定的装配时间框架。然而,这一框架在日常生活中往往得不到遵守,这与周期时间本身无关。起决定性作用的因素是在这一框架内如何分配实际负荷。
在实践中可以看到典型的症状。个别工作站经常超负荷工作,而其他工作站则在等待。微小的偏差都会对生产线流程产生直接影响。生产线在数学上仍能按计划运行,但在日常运行中只能进行有限的控制。
应对这种情况的措施往往是业务性的。组织支援,接受生产线停工,重新安排任务或返工。这些措施能在短期内稳定局势,但从长远来看会增加组织的工作量。实际原因仍然存在,因为它不在于周期时间。
核心的思维错误普遍存在:正确的 “周期时间等同于稳定的生产。实际上,循环时间只是一个框架条件。生产线是否稳定运行,取决于这一框架内的周期时间是否与实际负荷相匹配。

技术术语中的平衡含义
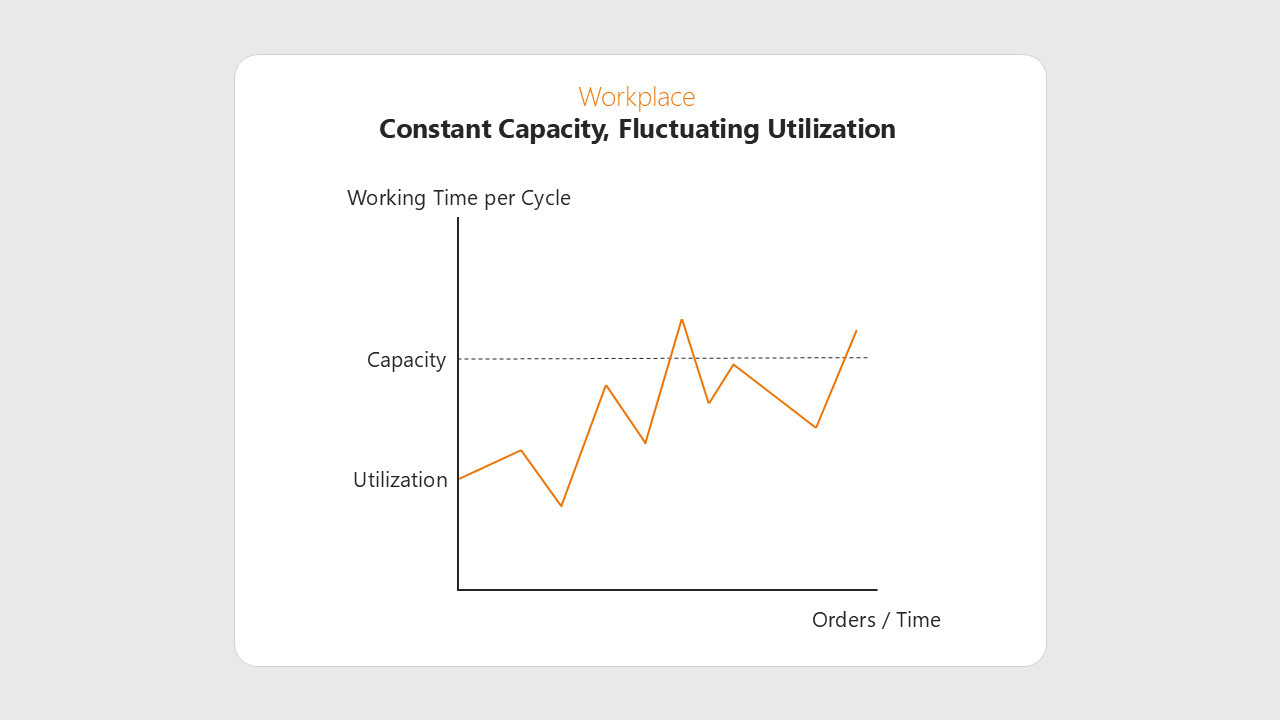
计时是指将工序系统地分配给生产线上的工作站。从本质上讲,这与速度无关,而是与结构有关。核心问题是:哪些工作由哪个工作站在什么条件下完成?正是这种分配决定了生产线在日常使用中的弹性。
重要的是要明确区分周期时间。周期时间定义了每个站的时间框架。同步决定了如何使用这一框架。因此,两条具有相同周期时间的生产线可以完全不同地运行。这种差异来自于工作内容的分配,而不是运行时间的长短。
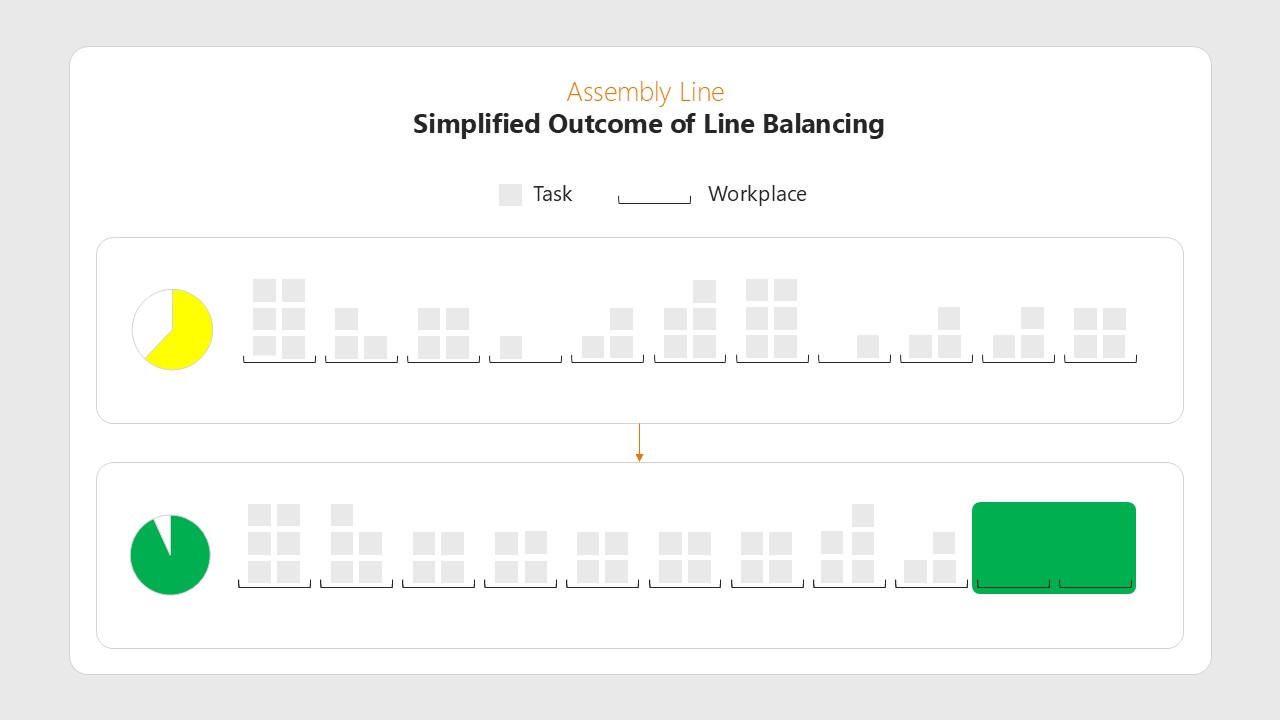
有几个功能要素是平衡流程的一部分。工作流程分配给工作中心。必须考虑到工具、工作位置或资格等要求。同时,还必须遵守一些限制条件,如固定顺序、连接或间隔规则。变体及其频率也包括在评估范围内。
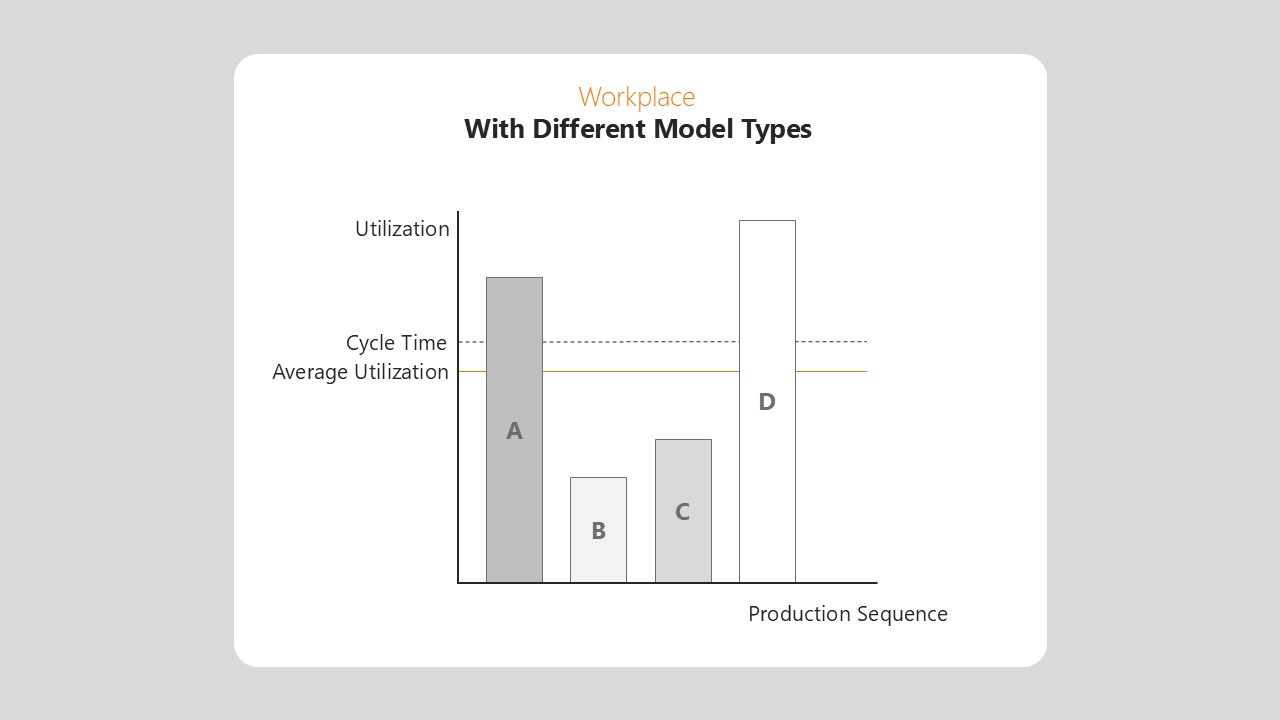
这种结构产生了可衡量的效果。利用率描述了工作站的平均繁忙程度。时间差显示每个订单处理时间的波动。当这些波动经常超过可用能力时,就会出现瓶颈。如果没有适当的利用率,这些影响就会隐藏起来,或者只有在运行过程中才会显现出来。
一个常见的误解是,平衡是一次性的规划任务。实际上,产品组合、安装率和工作内容会定期发生变化。每一次变化都会改变生产线的负荷。因此,生产线平衡不是一个静态的计划,而是一个不断根据实际情况调整结构的重复性计划过程。
作为实际负载驱动程序的变量组合
在多变量装配中,稳定性很少由平均值决定。决定性因素是每个订单的加工时间波动有多大。变体的组合是实际负荷的驱动因素。如果单个品种需要的时间明显多于其他品种,即使平均利用率低于周期时间,也会出现超负荷的情况。
在规划中,变量通常被平均化。这种方法在数学上是正确的,但却忽略了运行中的实际情况。订单不是均匀分布的,而是按特定顺序排列的。如果多个时间密集型变体接连到达同一工作站,时间框架就不够用了。其结果就是超频时间,并在生产线上持续。
时间差描述的正是这种效应。它显示了单个订单的实际处理时间与平均值之间的差异有多大。时间差越大,不稳定的风险就越高。时间要求高的罕见变体尤为重要。它们在平均值中几乎不占任何权重,但在日常生活中却会造成不成比例的高负担。
Eine saubere Austaktung macht diese Effekte sichtbar. Sie berücksichtigt nicht nur die mittlere Auslastung, sondern die gesamte Verteilung der Bearbeitungszeiten über alle Varianten. Dadurch lassen sich Arbeitsvorgänge so zuordnen, dass Spitzenbelastungen abgefedert werden. Ziel ist nicht, jede Variante unter die Taktzeit zu zwingen, sondern kurzfristige Überlastsituationen planbar und beherrschbar zu machen.
如果没有这种结构性观点,生产线就不可避免地会在业务上做出反应。在需要的地方部署支持。从长远来看,这会导致人员需求增加、计划可靠性降低和生产线停工。变体组合仍然是主要的干扰因素–不是因为它的存在,而是因为在排产时没有充分考虑到它。
漂移作为高效排程的宝贵工具
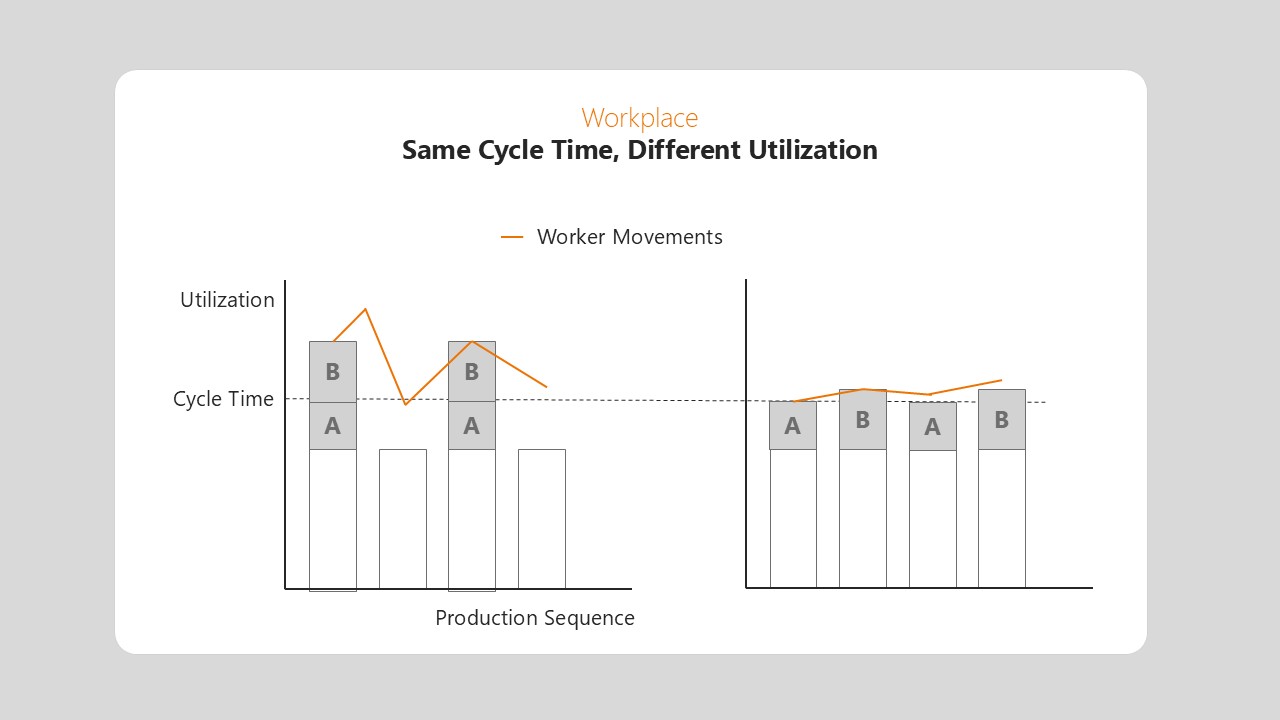
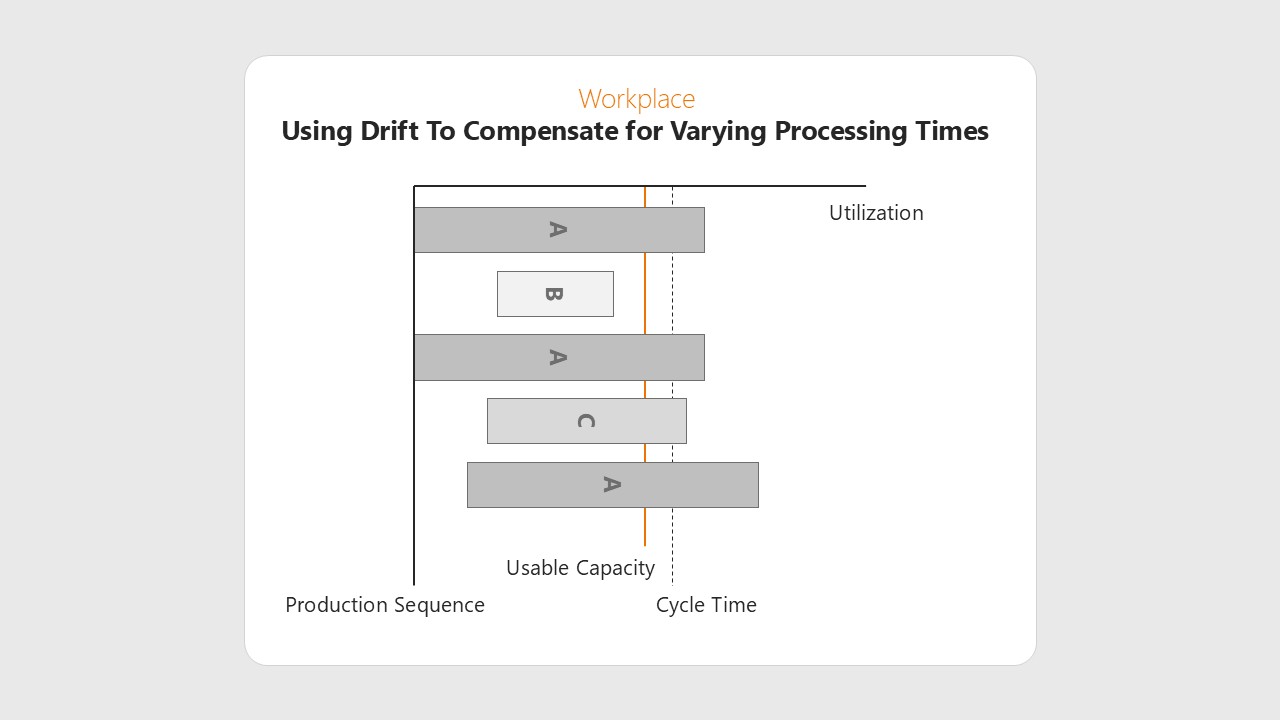
当订单无法在预定周期内完成时,就会出现漂移。在连续流动的生产线上,漂移不是一种抽象的时间现象,而是直接可见的。时间漂移和物理漂移并不是两种不同的影响,而是对同一问题的两种看法。订单的时间延迟与工人或工件在工位内外的位置完全对应。
如果工作站超负荷工作,工作就会沿着生产线转移。工人会在产品前停留更长时间,或跟随产品到下游区域。这将自动推迟下一项工作的开始时间。在连续循环的流水线上,时间和地点密不可分。漂移总是表现为空间移动,同时也表现为时间延迟。
原因很少在于个人的工作流程。决定性因素是平衡的结构设计。如果工作内容的分配方式导致某些变体经常超出可用能力,就会出现漂移。这种漂移本身并不是负面的,而是一种不可避免的现象,在许多情况下,也是变型装配中的一种有用工具。
只有在没有对漂移进行有意识的规划和评估时,漂移才会变得至关重要。在实践中,漂移往往被默许,而没有在结构上加以利用。组织提供支持,工人 “顺其自然”,生产线看似继续运行。实际上,组织工作增加了,而实际工作量却失去了透明度。因此,”漂移 “不会产生稳定效果,反而会掩盖结构性失衡。
如果计划和管理得当,漂移可以实现混合型号生产线的有效平衡。它允许整合时间要求更高的变体,而无需为最坏的情况设计整条生产线。然而,前提条件是在生产线平衡中对漂移进行专门限制、评估和考虑。只有这样,才能提高生产的稳定性和效率。
稳定生产线的特点是,漂移是有意识地计划、透明和特别限制的。生产线平衡的目的不是避免任何超负荷,而是将漂移作为一种结构工具来组织,从而在变体组合中实现生产的稳定性和效率。
平衡是一项持续的规划任务
平衡不是一次性的规划步骤,而是一个持续的过程。产品组合、安装率和工作内容会定期发生变化。每一次变化都会改变生产线的负荷。如果生产线的平衡保持不变,生产就会逐渐失去稳定性–在运营措施成为常规之前,人们往往不会注意到这一点。
这种效果在实践中非常明显。新的变体被整合进来,现有的工作流程被调整或序列被改变。周期时间保持不变,但内部结构却不一样。如果不再次检查工作分配,就会出现结构失衡。
这不仅表现为超负荷工作,也表现为个人工作站利用率不足。这两种情况都会对效率产生负面影响。生产线对此的反应不是对结构进行微调,而是停止生产线,造成生产损失,或者默许产能利用率低下。
持续平衡可以使这些变化透明化。它使订单计划的变化如何影响产能利用率、时间差和漂移变得清晰可见。这使得规划工作再次具有前瞻性。在运营过程中,问题在升级之前就会被认识到。稳定不是通过反应而是通过结构调整来实现的。
因此,从长远来看,同步化是一种管理工具。它将计划和运行结合起来,使工作量可解释,决策可理解。周期时间仍然是一个固定的框架。然而,生产的稳定性来自于在此框架内对工作结构的持续维护。
TAKTIQ
时钟的新方法
有关 TAKTIQ 的所有信息一目了然。立即下载概览,了解其优势并开始使用。

有关生产规划的常见问题
周期时间是指产品在每个工位上停留的时间。在连续流动的装配系统中,周期时间由传送带系统的速度决定。在采用手动传送的系统中,在周期时间结束后才会转到下一个工位。
打卡说明了如何将工序分配到工作站和工位,以保证可用时间。它决定了在周期时间内哪些工作应在哪个工作站进行。只有与实际变量和负载情况相匹配的平衡才能在周期时间内实现稳定运行。
如果工作内容与实际变量负荷不匹配,就会出现经常性的过载情况。在运行过程中,这些情况无法得到很好的平衡。这将导致生产线停机和零件损失,即使循环时间计算正确。
变体的组合决定了每个订单处理时间的分布。罕见的时间密集型变体会产生峰值负载,但在平均分析中却看不到。适当的平衡会明确考虑到这些影响,并使其可控。
产品变化、新的变体或装配率的改变都会使生产线上的负荷发生变化。必须定期检查和调整平衡,以确保生产的长期稳定性。
稳定的时钟意味着过载仍可预测,不会升级。漂移以可控方式发生或受到限制。皮带停机和计划外支持是例外,而不是常规。