Gestion des capacités dans la fabrication en série à grande variété de produits
Pourquoi la gestion des capacités échoue-t-elle dans la production en série à forte variabilité ?
La gestion des capacités est considérée comme établie dans de nombreuses productions en série. Le temps de cycle, le nombre de postes de travail et le modèle d’équipe sont définis et cohérents d’un point de vue comptable. Cependant, dans la production en série avec de nombreuses variantes, il s’avère que cette vision ne suffit pas à elle seule à garantir la stabilité de la production.
Un problème central réside dans l’évaluation de la charge de travail à l’aide de valeurs moyennes. Des variantes différentes entraînent des temps de travail très différents. Ces différences sont lissées dans des valeurs moyennes et ne sont pas prises en compte dans la planification. Par conséquent, des situations de surcharge apparaissent, bien que la ligne de production ait une capacité libre calculée. Dans ces cas, la capacité disponible existe uniquement dans l’analyse de la moyenne.
À cela s’ajoute un travail de planification manuel important. Les modifications de la combinaison de variantes, les nouvelles opérations ou les cadences de construction adaptées nécessitent des interventions régulières dans la planification. Dans la pratique, ces ajustements sont souvent simplifiés ou retardés. Il en résulte des lignes instables, une dispersion croissante des délais et un besoin croissant de personnel de soutien.
Une autre raison de l’échec de nombreuses approches est le manque de distinction nette entre les considérations de capacité et de goulot d’étranglement. Les goulots d’étranglement sont souvent considérés comme des postes de travail fixes. Cependant, dans la production en série avec de nombreuses variantes, les surcharges apparaissent de manière situationnelle et varient en fonction des produits et des commandes. Si l’on considère néanmoins les goulots d’étranglement de manière stationnaire, il en résulte des optimisations locales sans effet sur le débit total.

Gestion de la capacité : séparer proprement la capacité et l’utilisation
Dans la production en série avec de nombreuses variantes, il est impératif d’établir une distinction conceptuelle claire entre la capacité et l’utilisation. Dans la pratique, ces deux notions sont souvent assimilées ou utilisées de manière floue. Ce manque de précision entraîne des erreurs d’interprétation dans la planification et rend difficile une évaluation réaliste de la situation de production.
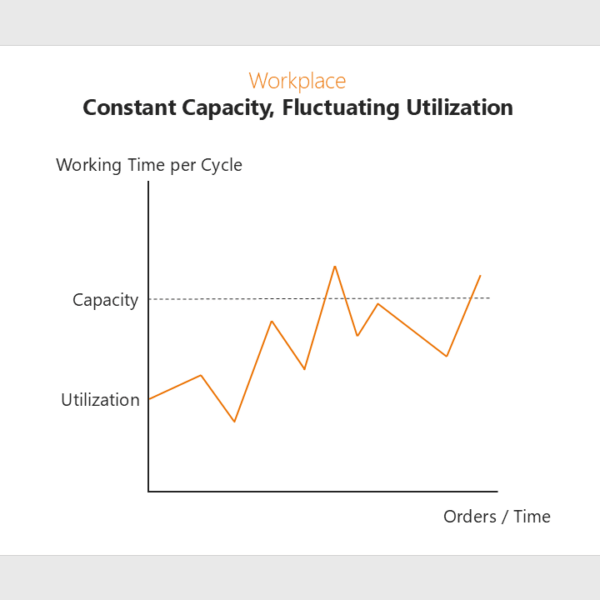
La capacité d’une chaîne de montage est une donnée fixe. Elle résulte de conditions structurelles telles que le temps de cycle, le nombre de postes de travail, l’occupation de l’usine et le modèle d’équipe. Tant que ces paramètres restent inchangés, la capacité de la ligne ne change pas non plus. Elle représente le cadre temporel dans lequel le travail peut être effectué.
Le taux d’utilisation est à distinguer clairement de la capacité. Elle décrit dans quelle mesure la capacité disponible est réellement utilisée. Dans la production en série avec de nombreuses variantes, la charge de travail varie considérablement au fil du temps, car les différentes variantes impliquent des contenus de travail et des temps de traitement différents. Ces fluctuations se produisent indépendamment de la capacité définie et sont le résultat du programme de production réel.
Cette distinction est essentielle pour une gestion efficace des capacités. Des problèmes surviennent lorsque les fluctuations de la charge sont interprétées comme un problème de capacité. Dans ce cas, on tente de déduire des mesures structurelles alors que la cause réside dans la charge inégale dans le temps. Il en résulte des conclusions erronées, comme l’impression d’un manque de capacité malgré des ressources mathématiquement suffisantes.
Pourquoi l’absence d’équilibrage de ligne conduit à des séquences de variantes instables
Dans la production en série avec de nombreuses variantes, l’instabilité de la production n’est souvent pas due au mélange de variantes en soi, mais à un équilibrage insuffisant des contenus de travail. L’équilibrage de ligne décrit comment les opérations sont réparties entre les postes de travail de manière à ce qu’elles restent gérables dans le cadre de la cadence, même si les variantes changent.
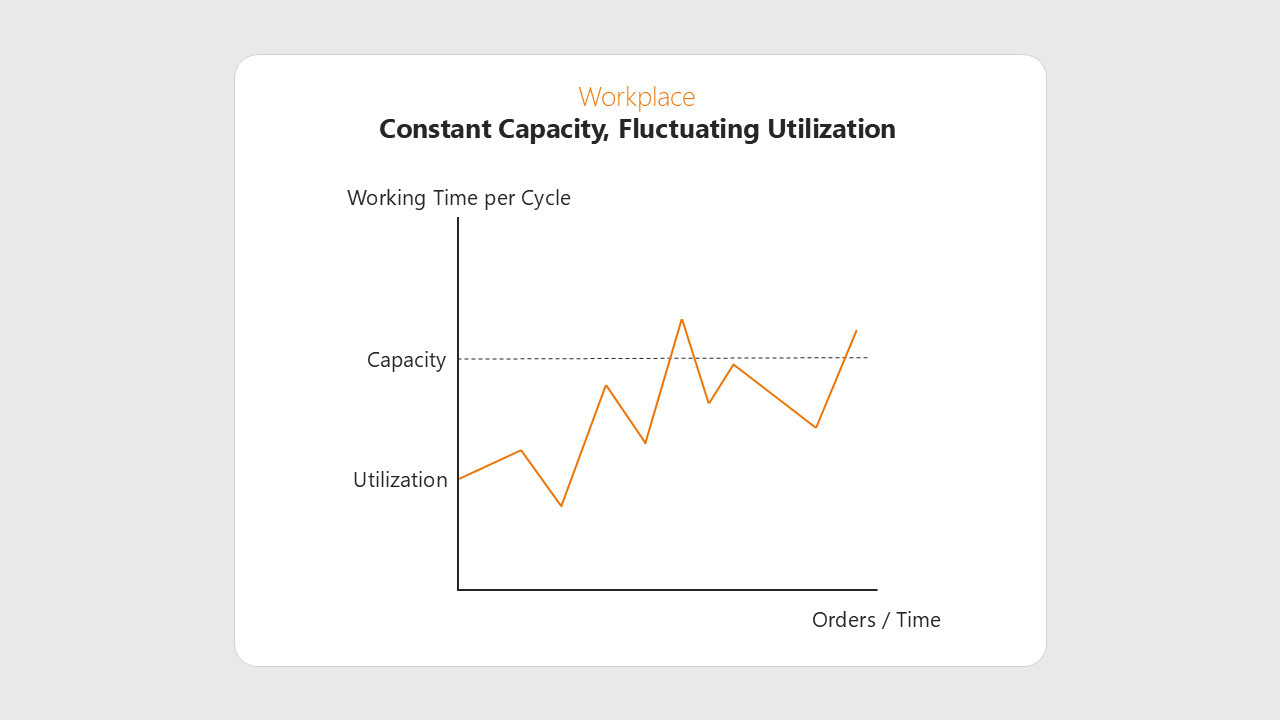
Toutefois, dans la pratique, la charge d’une ligne de production est souvent évaluée sans tenir suffisamment compte de l’équilibrage de ligne. Les parts de variantes sont considérées de manière agrégée, alors que l’affectation du contenu du travail aux postes de travail reste inchangée. Cela peut conduire à des situations dans lesquelles plusieurs variantes à forte intensité de main-d’œuvre se suivent directement dans le temps et où certains postes de travail sont surchargés à court terme.
Ces surcharges ne sont pas le signe d’un manque de capacité. Elles indiquent que le contenu du travail pour les différentes variantes et les charges de travail qui en résultent ne sont pas répartis de manière optimale. Le temps de cycle disponible n’est alors pas suffisant en fonction de la situation, bien que la charge moyenne ne semble pas critique. La ligne de production se dérègle parce que l’équilibrage de ligne ne prend pas suffisamment en compte le mix de variantes du programme de l’ordre.
Un équilibrage de ligne efficace doit donc inclure non seulement le mix de variantes, mais aussi les séquences de variantes possibles. L’objectif est de répartir le contenu du travail de telle sorte que les pics de charge restent limités et que même les séquences défavorables puissent être traitées dans le cadre de la cadence. Sans cette perspective, la stabilité de la production reste aléatoire et dépendante de la séquence en cours.
L’étalement dans le temps met en évidence les problèmes de capacité
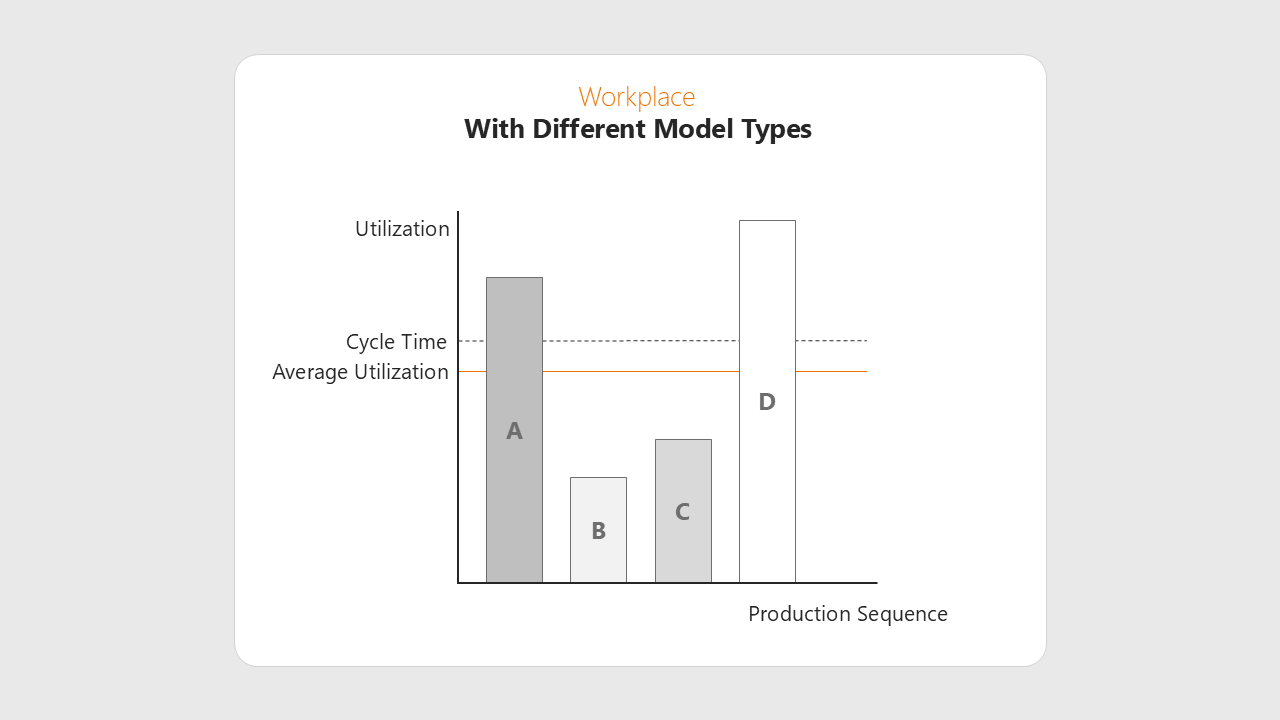
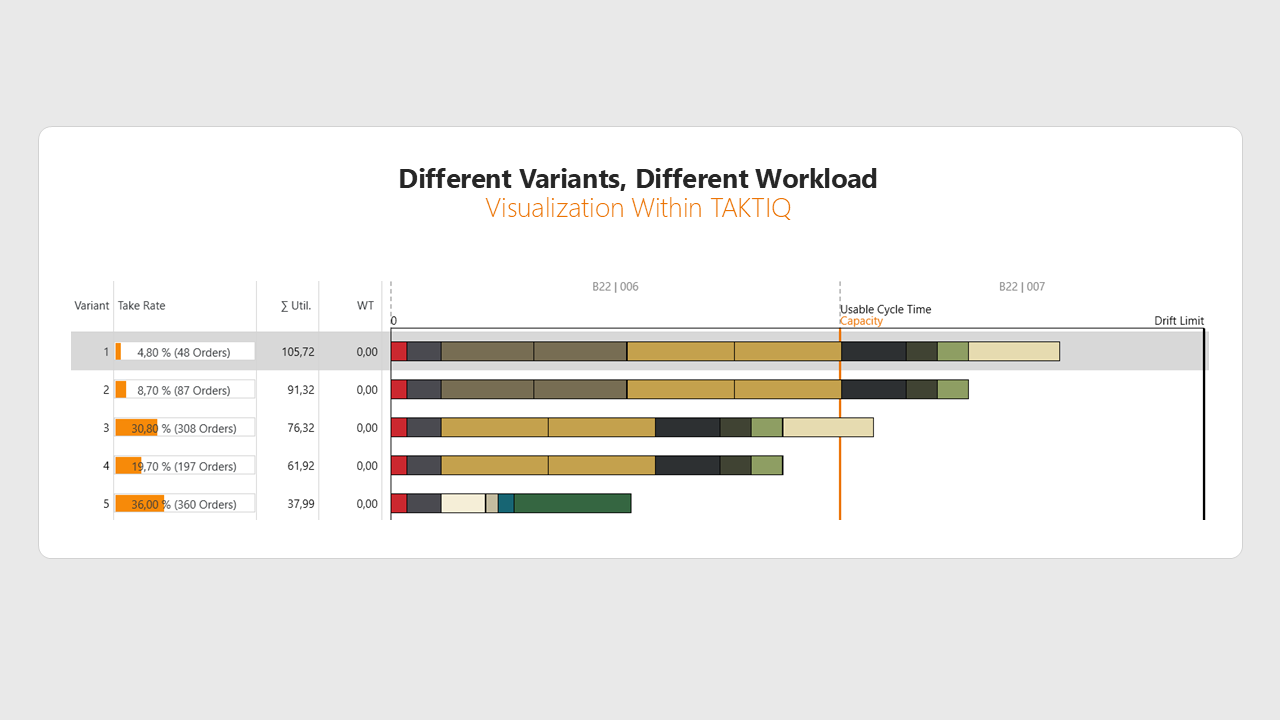
La surcharge temporelle ne se produit pas de manière uniforme, mais de manière ponctuelle. C’est précisément pour cette raison qu’elle ne peut pas être évaluée de manière satisfaisante avec des valeurs moyennes. Pour saisir de manière réaliste l’effet des séquences de variantes et de l’équilibrage de charge, il faut un paramètre qui reflète cette dynamique temporelle. C’est le rôle de l’étalement temporel.
L’écart de temps décrit l’amplitude des contraintes réelles sur un poste de travail. Il montre dans quelle mesure les temps de traitement des différentes tâches varient. Alors que la charge de travail moyenne ne fournit qu’une valeur moyenne, l’étalement temporel permet de voir dans quelle mesure les charges individuelles varient vers le haut ou vers le bas.
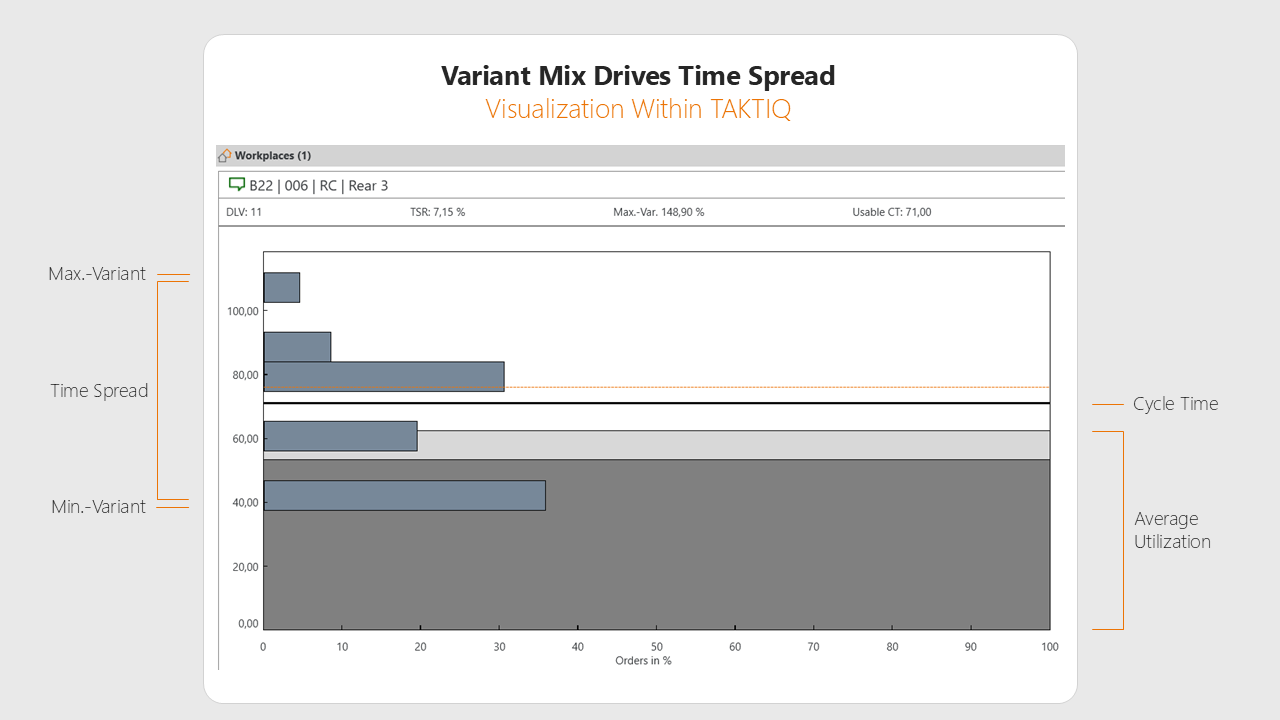
Cette vue est essentielle pour évaluer la stabilité de la production. Un poste de travail peut se situer en moyenne bien en dessous du temps de cycle et pourtant être régulièrement surchargé. La cause en est des variantes individuelles ou des séquences de variantes nécessitant un temps élevé. Un écart de temps élevé indique que de tels pics de charge se produisent et ne peuvent plus être absorbés dans la cadence.
L’étalement dans le temps n’est donc pas un indicateur d’efficacité, mais un indicateur de stabilité. Il montre si la capacité disponible est utilisée de manière gérable au fil du temps ou si l’équilibrage de ligne et les séquences de variantes entraînent des surcharges récurrentes. Ce n’est que lorsque cet étalement est limité que la ligne de production peut fonctionner en douceur, même si le programme de variantes change.
Les goulots d’étranglement sont des situations, pas des emplois
Dans de nombreux systèmes de production, le goulot d’étranglement est considéré comme un poste de travail fixe. En conséquence, les analyses et les optimisations se concentrent sur des postes individuels qui sont considérés comme critiques de manière permanente. Cependant, dans la production en série à forte variabilité, cette compréhension est souvent trompeuse.
Les surcharges ne sont pas permanentes à certains postes de travail, mais dépendent de la situation. Elles sont déclenchées par des variantes concrètes, des contenus de travail et leur succession dans le temps. Le goulot d’étranglement n’est donc pas un lieu, mais un état. Il peut survenir à différents postes de travail, en fonction de la séquence de variantes en cours de production.
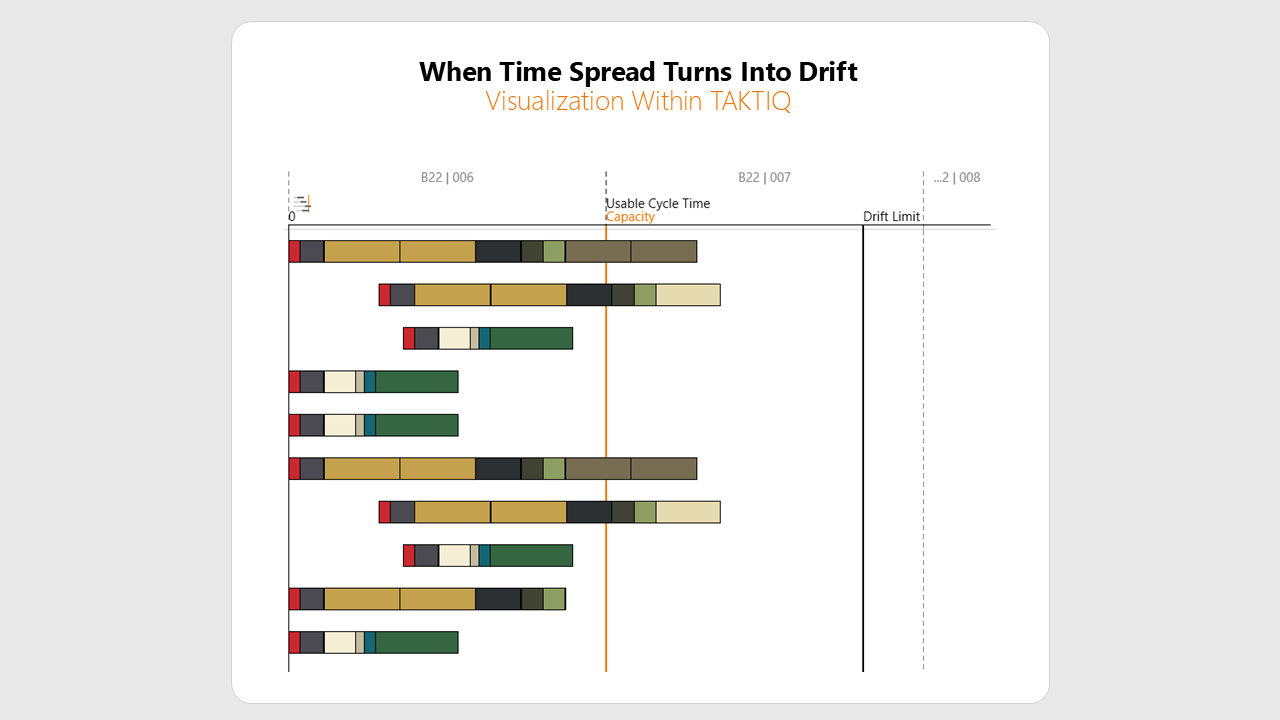
Si le goulot d’étranglement est néanmoins défini de manière stationnaire, il en résulte des optimisations locales sans effet durable. Certains postes de travail sont délestés, tandis que des situations de surcharge réapparaissent ailleurs. Le débit total de la ligne ne change pas pour autant. Le problème réel, à savoir le dépassement à court terme du temps de cycle en raison de la succession de variantes, reste inchangé.
Pour une gestion efficace des capacités, il est donc nécessaire d’avoir une vision des goulets d’étranglement en fonction de la situation. Le facteur décisif n’est pas de savoir quel poste de travail est théoriquement le plus chargé, mais quand et dans quelles conditions la capacité disponible est dépassée. Ce n’est que dans cette perspective qu’il est possible d’identifier de manière ciblée les surcharges et de les éviter efficacement.
TAKTIQ
L’équilibrage de charge repensé.
Toutes les informations sur TAKTIQ en un coup d’œil. Téléchargez maintenant l’aperçu, découvrez les avantages et prenez votre envol.

Questions fréquentes sur la planification de la production
La capacité décrit la performance structurellement disponible d’une ligne de production, définie par le temps de cycle, les postes de travail et les ouvriers. Elle est constante tant que ces conditions restent inchangées. Le taux d’utilisation décrit dans quelle mesure cette capacité est réellement utilisée au fil du temps. Dans la production en série avec beaucoup de variantes, le taux d’utilisation varie considérablement, bien que la capacité reste la même.
Les moyennes lissent les pics de charge temporelle. Elles ne montrent pas quand des commandes individuelles ou des séquences de variantes dépassent le temps disponible. Les surcharges ne sont donc visibles que lorsqu’elles ont déjà entraîné une dérive, des retards ou l’utilisation de personnel supplémentaire. Pour une production stable, c’est la répartition dans le temps qui est déterminante, et non la moyenne.
L’équilibrage de la charge de travail détermine la manière dont le contenu du travail est réparti entre les postes de travail afin qu’il reste gérable dans le temps de cycle. Il détermine si la capacité disponible est utilisable dans le temps. Sans équilibrage approprié, une capacité suffisante peut être pratiquement inefficace. L’équilibrage est donc un élément central d’une gestion efficace des capacités.
L’étalement temporel décrit l’éventail des contraintes réellement rencontrées sur un lieu de travail. Il montre dans quelle mesure les tâches individuelles s’écartent de la moyenne. Un écart de temps élevé indique des pics de charge qui ne peuvent plus être absorbés par la cadence. Il s’agit d’un indicateur de stabilité et non d’efficacité.
Dans la fabrication répétitive à variantes, les goulots d’étranglement apparaissent en fonction de la situation. Ils sont déclenchés par des séquences de variantes et des contenus de travail concrets et peuvent apparaître à différents postes de travail. Une compréhension stationnaire des goulots d’étranglement conduit à des optimisations locales sans effet durable. Ce qui est décisif, c’est de savoir quand et dans quelles conditions la capacité est dépassée.


De nombreuses lignes d'assemblage sont formellement considérées comme étant "à la cadence", mais n'atteignent pas leurs objectifs de stabilité. Le nombre de pièces prévu n'est atteint qu'au prix d'efforts supplémentaires. Les opérateurs sont régulièrement appelés à intervenir, les retouches sont effectuées en dehors de la ligne et les petites perturbations s'aggravent rapidement.
En savoir plus