Kapacitásmenedzsment a többváltozatú sorozatgyártásban
Miért nem működik a kapacitásgazdálkodás a többváltozatú sorozatgyártás során?
A kapacitásgazdálkodás számos sorozatgyártó létesítményben működik. A ciklusidő, a munkaállomások száma és a műszakmodell meghatározott és matematikailag konzisztens. A változatgazdag sorozatgyártásban azonban egyértelmű, hogy ez a megközelítés önmagában nem elegendő a termelés stabilitásának biztosításához.
Központi problémát jelent a kapacitáskihasználtság átlagértékek alapján történő értékelése. A különböző változatok nagyon eltérő munkaidőket okoznak. Ezeket a különbségeket az átlagértékek elsimítják, és a tervezés során nem veszik figyelembe. Ennek eredményeképpen túlterhelési helyzetek alakulnak ki, még akkor is, ha a vonal számított szabad kapacitással rendelkezik. Ezekben az esetekben a szabad kapacitás csak az átlagos figyelembe vételben létezik.
Ehhez jön még a magas kézi tervezési ráfordítás. A változatok összetételének változása, az új munkafolyamatok vagy a módosított építési ütemek rendszeres beavatkozást igényelnek a tervezésbe. A gyakorlatban ezeket a kiigazításokat gyakran egyszerűsítik vagy késleltetve hajtják végre. Ez instabil sorokhoz, növekvő időbeli szóródáshoz és a támogató személyzet növekvő igényéhez vezet.
A sok megközelítés kudarcának másik oka, hogy nem tesznek egyértelmű különbséget a kapacitás és a szűk keresztmetszetek között. A szűk keresztmetszeteket gyakran fix munkaközpontokként értelmezik. A többváltozatú sorozatgyártásban azonban a túlterhelések helyzeti jelleggel jelentkeznek, és a termék és a rendelési helyzet függvényében változnak. Ha a szűk keresztmetszeteket ennek ellenére helyhez kötöttnek tekintjük, akkor a helyi optimalizálás az általános áteresztőképességre gyakorolt hatás nélkül történik.

Kapacitásmenedzsment: A kapacitás és a kihasználtság tiszta szétválasztása
A változatgazdag sorozatgyártásban a kapacitás és a kihasználtság közötti egyértelmű fogalmi megkülönböztetés elengedhetetlen. A gyakorlatban azonban a két fogalmat gyakran egyenlőségjelet tesznek a kettő közé, vagy nem használják megkülönböztetetten. Az egyértelműség hiánya a tervezés során félreértelmezésekhez vezet, és megnehezíti a termelési helyzet reális értékelését.
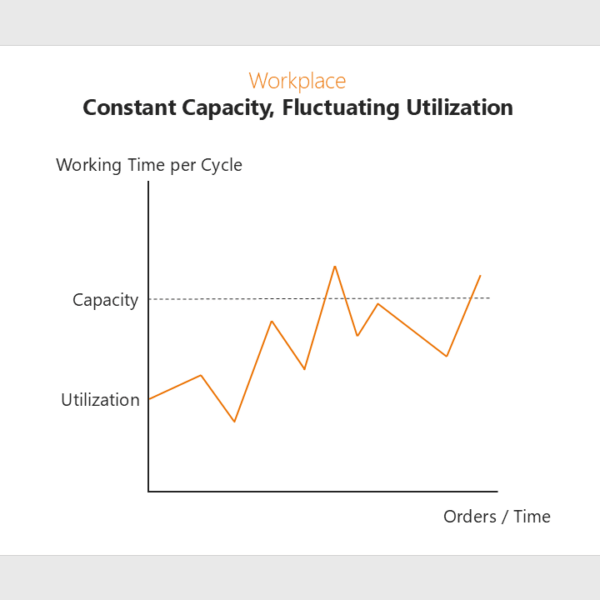
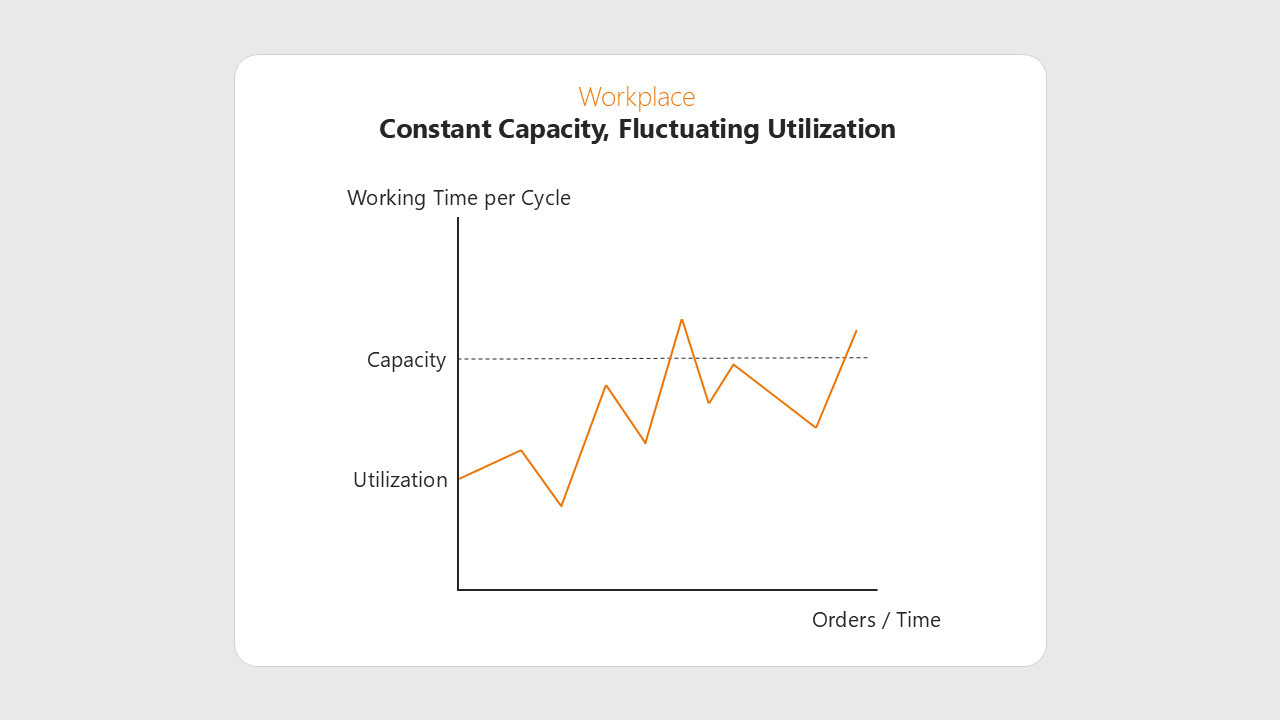
A futószalag kapacitása egy fix változó. Olyan strukturális keretfeltételekből adódik, mint a ciklusidő, a munkaállomások száma, a dolgozók létszáma és a műszakmodell. Amíg ezek a paraméterek változatlanok maradnak, a gyártósor kapacitása nem változik. Azt az időkeretet jelenti, amelyen belül a munka elvégezhető.
Ettől egyértelműen meg kell különböztetni a hasznosítást. Azt írja le, hogy a rendelkezésre álló kapacitást milyen mértékben használják ki. A változatgazdag sorozatgyártásban a kapacitáskihasználás idővel jelentősen ingadozik, mivel a különböző változatok eltérő munkatartalommal és feldolgozási idővel járnak. Ezek az ingadozások a meghatározott kapacitástól függetlenül jelentkeznek, és a tényleges gyártási program eredménye.
Ez a megkülönböztetés kulcsfontosságú a hatékony kapacitásgazdálkodás szempontjából. Problémák akkor merülnek fel, ha a kihasználtság ingadozásait kapacitásproblémaként értelmezik. Ilyenkor megpróbálnak strukturális intézkedéseket levezetni, holott az ok az időben egyenetlen kihasználtságban rejlik. Az eredmény téves következtetések, például a megfelelő erőforrások ellenére a kapacitáshiány benyomása.
Miért vezet a szinkronizáció hiánya instabil variáns szekvenciákhoz?
A variánsokban gazdag sorozatgyártásban a termelés instabilitását gyakran nem maga a variánskeverék, hanem a munkatartalom nem megfelelő szinkronizálása okozza. A kiegyensúlyozás azt írja le, hogy a munkafolyamatok hogyan oszlanak el a munkaállomások között oly módon, hogy azok a cikluson belül még változó változatok mellett is kezelhetőek maradjanak.
A gyakorlatban azonban a vonal munkaterhelését gyakran az egyensúlyozás kellő figyelembevétele nélkül értékelik. A variánsok részesedését összesítve veszik figyelembe, miközben a munkatartalom munkaközpontokhoz való hozzárendelése változatlanul megmarad. Ez olyan helyzetekhez vezethet, amikor több munkaigényes változat közvetlenül követi egymást, és az egyes munkaállomások rövid távon túlterheltek.
Ezek a túlterhelések nem a kapacitáshiány jelei. Azt mutatják, hogy a különböző változatok munkatartalma és az ebből eredő munkaterhelés nem optimálisan oszlik meg. A rendelkezésre álló ciklusidő tehát nem elegendő a helyzethez, bár az átlagos kihasználtság kritikátlannak tűnik. A vonal azért kerül ki a szinkronból, mert a kiegyensúlyozás nem veszi kellőképpen figyelembe a megrendelési programban szereplő változatok keverékét.
A hatékony kiegyensúlyozásnak ezért nemcsak a változatok keverékét kell figyelembe vennie, hanem a változatok lehetséges sorrendjét is. A cél a munkatartalom olyan módon történő elosztása, hogy a munkaterhelési csúcsok korlátozottak maradjanak, és a kedvezőtlen szekvenciák is feldolgozhatók legyenek a cikluson belül. E perspektíva nélkül a termelés stabilitása véletlenszerű és az aktuális sorrendtől függő marad.
Az időbeli eltérés láthatóvá teszi a kapacitásproblémákat
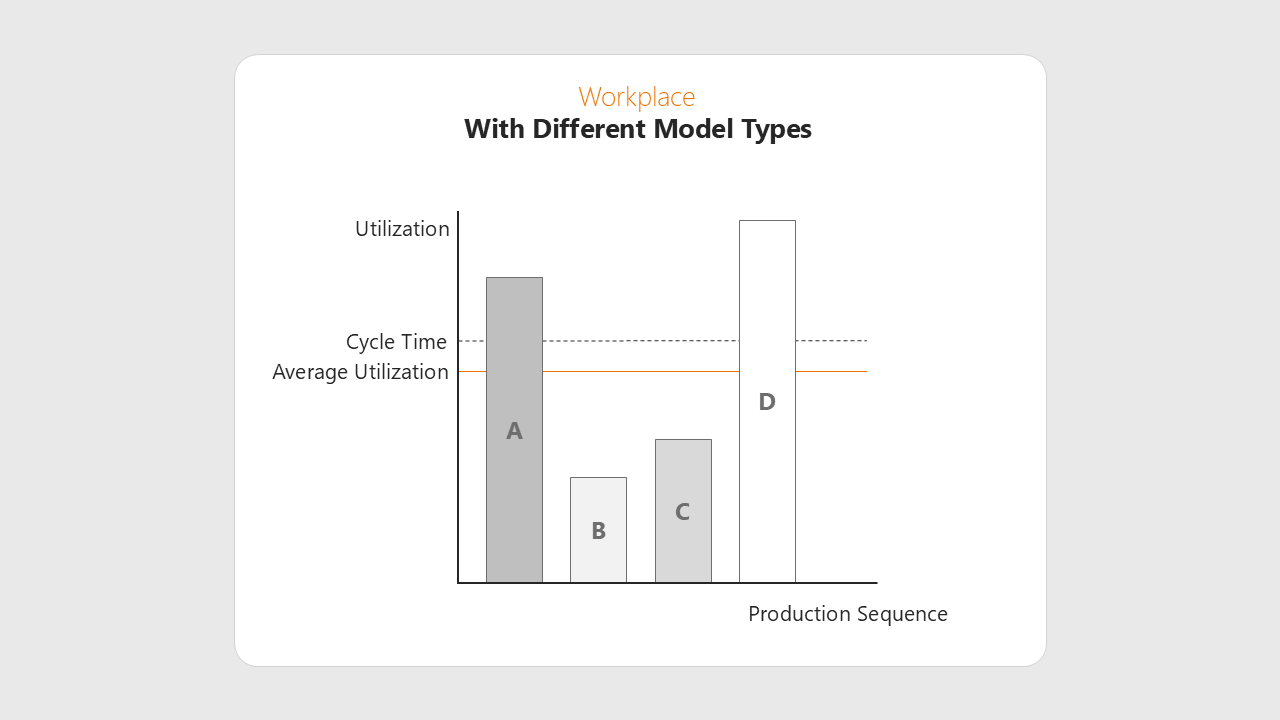
Az időbeli túlterhelés nem egyenletesen, hanem inkább szelektíven jelentkezik. Éppen ezért nem lehet megfelelően értékelni átlagértékek segítségével. Ahhoz, hogy a változatos szekvenciák és az egyensúlyozás hatását reálisan meg lehessen ragadni, olyan paraméterre van szükség, amely tükrözi ezeket az időbeli dinamikákat. Ezt a szerepet az időbeli szórás tölti be.
Az időbeli eloszlás a munkahelyen ténylegesen előforduló stresszek tartományát írja le. Megmutatja, hogy az egyes megbízások feldolgozási ideje mennyire tér el egymástól. Míg az átlagos munkaterhelés csak egy átlagos értéket ad, az időbeli szórás láthatóvá teszi, hogy az egyes munkaterhelések mennyire ingadoznak felfelé vagy lefelé.
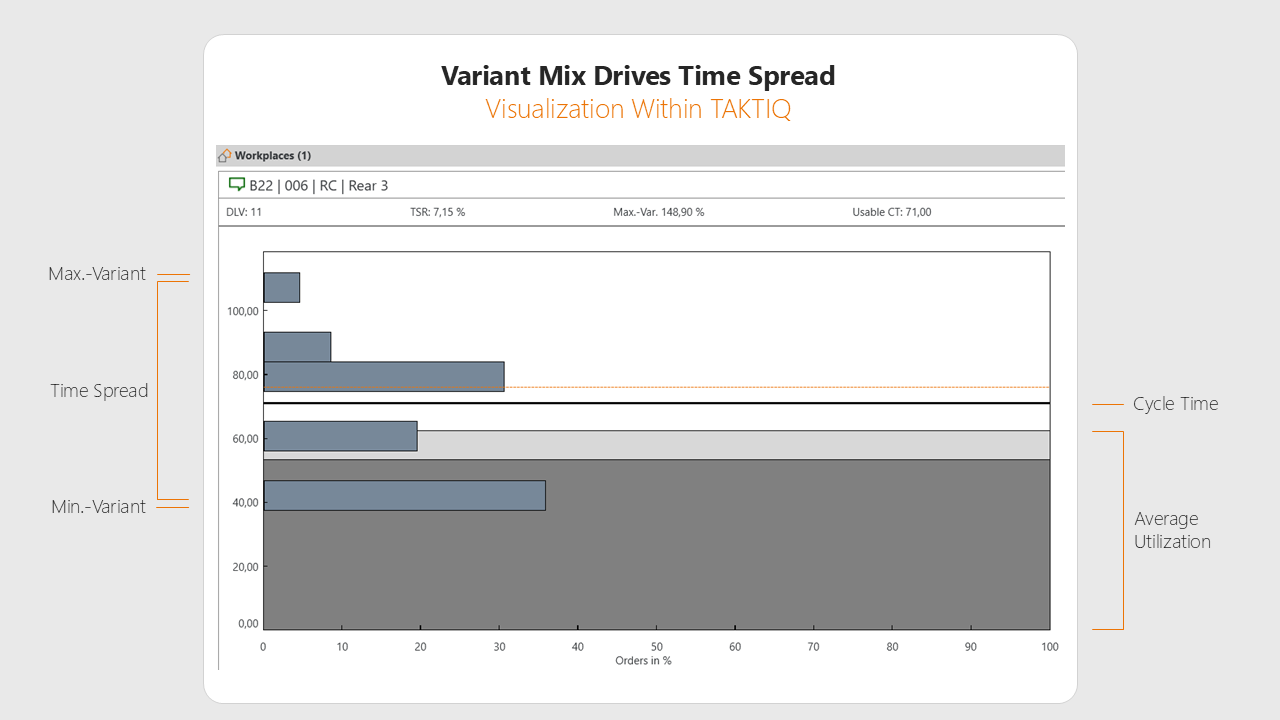
Ez a nézet döntő fontosságú a termelés stabilitásának értékeléséhez. Egy munkaállomás lehet jóval a ciklusidő átlaga alatt, és mégis rendszeresen túlterhelt. Ezt az egyes változatok vagy a nagy időigényű változatsorozatok okozzák. A nagy időbeli szórás azt jelzi, hogy ilyen terhelési csúcsok fordulnak elő, és azokat már nem tudja a ciklus felszívni.
Az időbeli eltérés tehát nem hatékonysági paraméter, hanem stabilitási mutató. Megmutatja, hogy a rendelkezésre álló kapacitást időben kezelhető módon használják-e ki, vagy a kiegyenlítési és variációs szekvenciák ismétlődő túlterhelésekhez vezetnek. Csak ha ez a szórás korlátozott, a vonal zökkenőmentesen működhet még a változatok változó programja mellett is.
A szűk keresztmetszetek helyzetek, nem munkahelyek
Sok termelési rendszerben a szűk keresztmetszetet egy rögzített munkahelynek tekintik. Ennek megfelelően az elemzések és optimalizálások az állandóan kritikusnak tekintett egyes állomásokra összpontosítanak. A változatgazdag sorozatgyártásban azonban ez a felfogás gyakran félrevezető.
A túlterhelés nem állandóan fordul elő bizonyos munkahelyeken, hanem a helyzettől függően. Ezeket bizonyos változatok, munkatartalmak és azok időrendi sorrendje váltja ki. A szűk keresztmetszet tehát nem egy hely, hanem egy állapot. Különböző munkahelyeken fordulhat elő, attól függően, hogy éppen milyen variánssorozat készül.
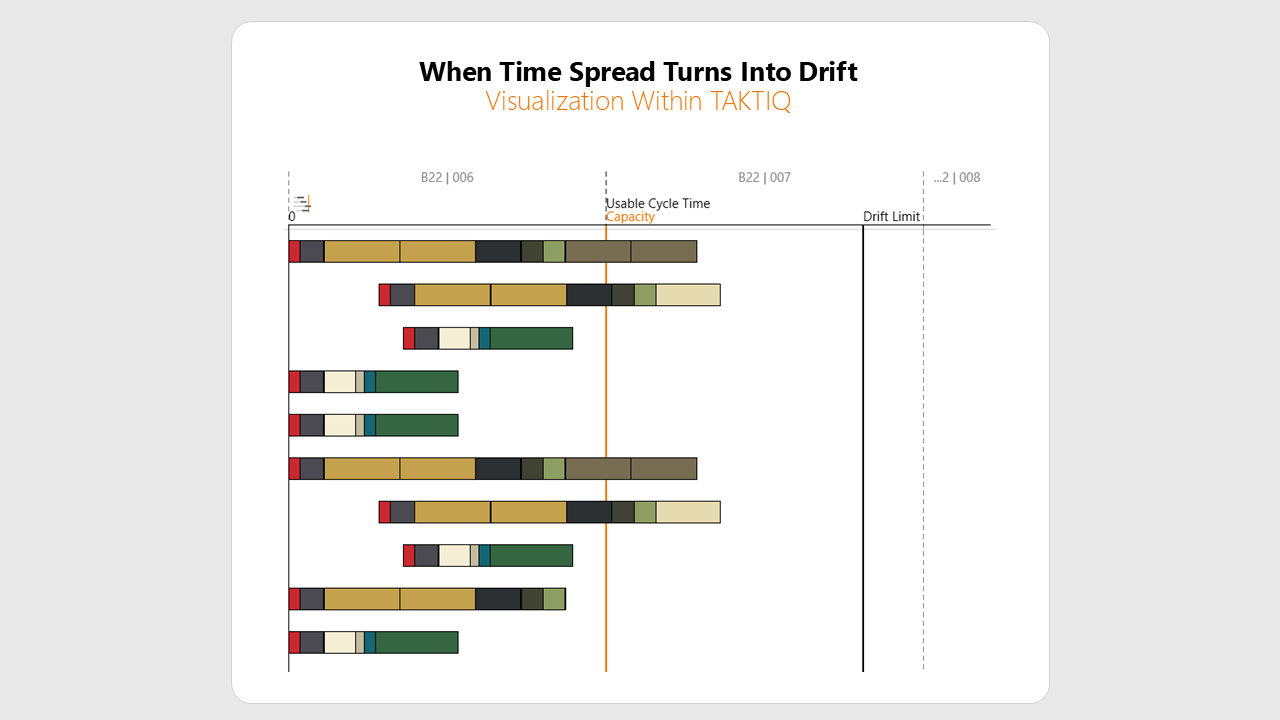
Ha azonban a szűk keresztmetszetet stacionáriusnak határozzuk meg, a helyi optimalizálás mindenféle tartós hatás nélkül történik. Az egyes munkaállomások tehermentesítve vannak, míg máshol ismét túlterhelési helyzetek alakulnak ki. A vonal teljes áteresztőképessége ennek következtében nem változik. A tényleges probléma – a változatos szekvenciák miatti rövid távú ciklusidő-túllépés – megmarad.
A hatékony kapacitásgazdálkodáshoz ezért a szűk keresztmetszetek helyzetalapú szemléletére van szükség. Nem az a döntő tényező, hogy elméletileg melyik munkahely a legjobban kihasznált, hanem az, hogy mikor és milyen körülmények között lépik túl a rendelkezésre álló kapacitást. Csak ez a szemlélet teszi lehetővé a túlterhelések felismerését és hatékony elkerülését.
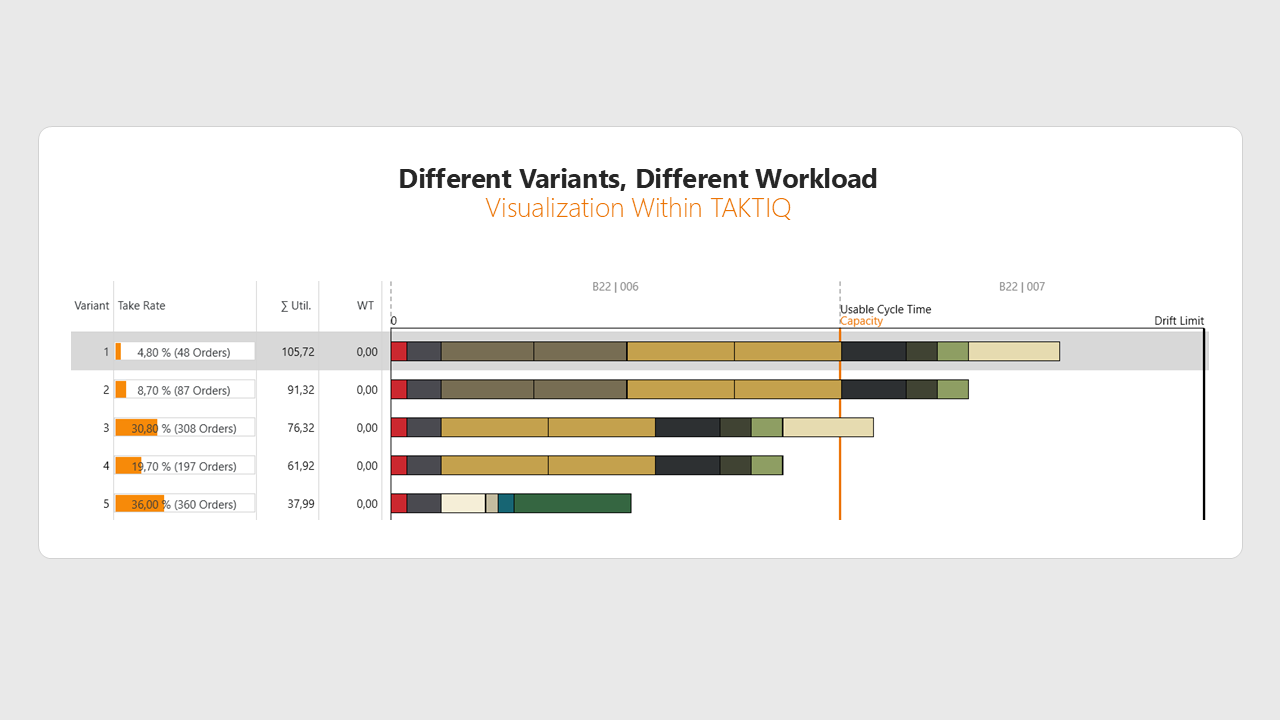
TAKTIQ
Az óraátállítás új megközelítése.
Minden információ a TAKTIQ-ról egy pillantásra. Töltse le most az áttekintést, fedezze fel az előnyöket és kezdje el.

Gyakran ismételt kérdések a gyártástervezéssel kapcsolatban
A kapacitás egy sor strukturálisan rendelkezésre álló teljesítményét írja le, amelyet a ciklusidő, a munkaállomások és a dolgozók határoznak meg. Mindaddig állandó, amíg ezek a keretfeltételek változatlanok maradnak. A kihasználtság azt írja le, hogy ezt a kapacitást az idő múlásával milyen mértékben használják ki. A többváltozatú sorozatgyártás során a kihasználtság jelentősen ingadozik, még akkor is, ha a kapacitás változatlan marad.
Az átlagértékek kiegyenlítik az időterhelési csúcsokat. Nem mutatják, ha az egyes megrendelések vagy a változatok sorozata meghaladja a rendelkezésre álló időt. A túlterhelések csak akkor válnak láthatóvá, ha már elsodródást, késedelmet vagy további személyzeti bevetést eredményeztek. A stabil termelés szempontjából az időeloszlás a döntő, nem pedig az átlagérték.
A kiegyensúlyozás határozza meg, hogy a munkatartalom hogyan oszlik el a munkaállomások között úgy, hogy az a ciklusidőn belül kezelhető maradjon. Meghatározza, hogy a rendelkezésre álló kapacitást időben ki lehet-e használni. Megfelelő kiegyensúlyozás nélkül a megfelelő kapacitás gyakorlatilag hatástalan lehet. A kiegyensúlyozás ezért a hatékony kapacitáskezelés központi eleme.
Az időbeli eloszlás a munkahelyen ténylegesen előforduló stresszek tartományát írja le. Megmutatja, hogy az egyes munkahelyek mennyire térnek el az átlagtól. A magas időbeli szórás olyan terhelési csúcsokat jelez, amelyeket a ciklus már nem tud elnyelni. Ez a stabilitás, nem pedig a hatékonyság mutatója.
A változatgazdag sorozatgyártásban a szűk keresztmetszetek a helyzettől függően jelentkeznek. Ezeket a szűk keresztmetszeteket meghatározott variánssorozatok és munkatartalmak váltják ki, és különböző munkaállomásokon fordulhatnak elő. A szűk keresztmetszetek helyhez kötött megértése helyi optimalizáláshoz vezet, tartós hatás nélkül. A döntő tényező az, hogy mikor és milyen körülmények között lépik túl a kapacitást.


Sok összeszerelősort hivatalosan "ciklusban lévőnek" tekintenek, de mégsem teljesítik a stabilitási célokat. A tervezett darabszámot csak további erőfeszítésekkel érik el. Rendszeresen bevetésre kerülnek az ugratók, a soron kívüli utómunkálatokra kerül sor, és a kisebb hibák gyorsan eszkalálódnak.
Tudjon meg többet