

Miért a szinkronizálás a stabil termelés kulcsa
Instabil termelés a megfelelő ciklusidő ellenére
Sok összeszerelősort hivatalosan „ciklusban lévőnek” tekintenek, de mégsem teljesítik a stabilitási célokat. A tervezett darabszámot csak további erőfeszítésekkel érik el. Rendszeresen bevetésre kerülnek az ugratók, a soron kívüli utómunkálatokra kerül sor, és a kisebb hibák gyorsan eszkalálódnak.
A ciklusidő azt írja le, hogy egy termék mennyi ideig tartózkodik egy állomáson. Ezért egy fix időkeretet határoz meg az összeszerelésre. Az azonban, hogy ezt a keretet a mindennapi életben gyakran nem tartják be, nem magának a ciklusidőnek köszönhető. A döntő tényező az, hogy a tényleges terhelés hogyan oszlik meg ebben a keretben.
A tipikus tünetek a gyakorlatban is megfigyelhetők. Az egyes munkaállomások rendszeresen túlterheltek, míg mások várakoznak. A kis eltérések azonnali hatást gyakorolnak a vonaláramlásra. A vonal matematikailag a menetrendben marad, de a napi működésben csak korlátozottan szabályozható.
Az erre a helyzetre adott válasz gyakran operatív. Támogatást szerveznek, sorleállásokat fogadnak el, a feladatokat áthelyezik vagy átdolgozzák. Ezek az intézkedések rövid távon stabilizálják a helyzetet, de hosszú távon növelik a szervezeti erőfeszítéseket. A tényleges ok megmarad, mivel az nem a ciklusidőben rejlik.
A központi gondolkodási hiba széles körben elterjedt: A „helyes” ciklusidőt a stabil termeléssel azonosítják. A valóságban a ciklusidő csupán a keretfeltétel. Azt, hogy egy gyártósor stabilan működik-e, az határozza meg, hogy a ciklusidő ezen a kereten belül megfelel-e a tényleges terhelésnek.

Mit jelent a kiegyensúlyozás technikai értelemben
Az ütemezés a munkafolyamatok szisztematikus elosztását írja le a munkaállomások között egy vonal mentén. Lényegében nem a sebességről, hanem a struktúráról van szó. A központi kérdés az: Melyik munkaállomást milyen körülmények között, melyik munkaállomáson végzik el? Ez a felosztás határozza meg, hogy a gyártósor mennyire rugalmas a mindennapi használat során.
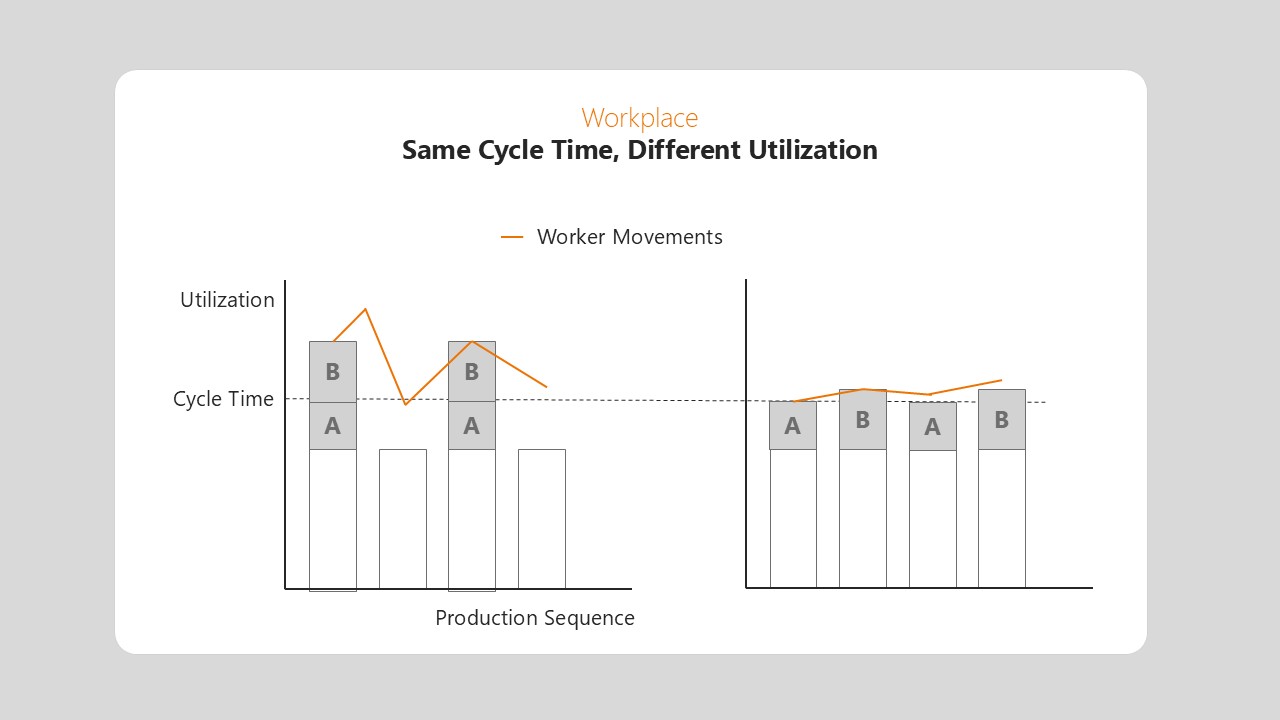
Fontos, hogy a ciklusidőtől egyértelműen el kell különíteni. A ciklusidő határozza meg az állomásonkénti időkeretet. A szinkronizálás határozza meg, hogyan használják ezt a keretet. Két azonos ciklusidővel rendelkező vonal tehát teljesen eltérően is futhat. A különbség a munkatartalom eloszlásából adódik, nem pedig a taktidő mennyiségéből.
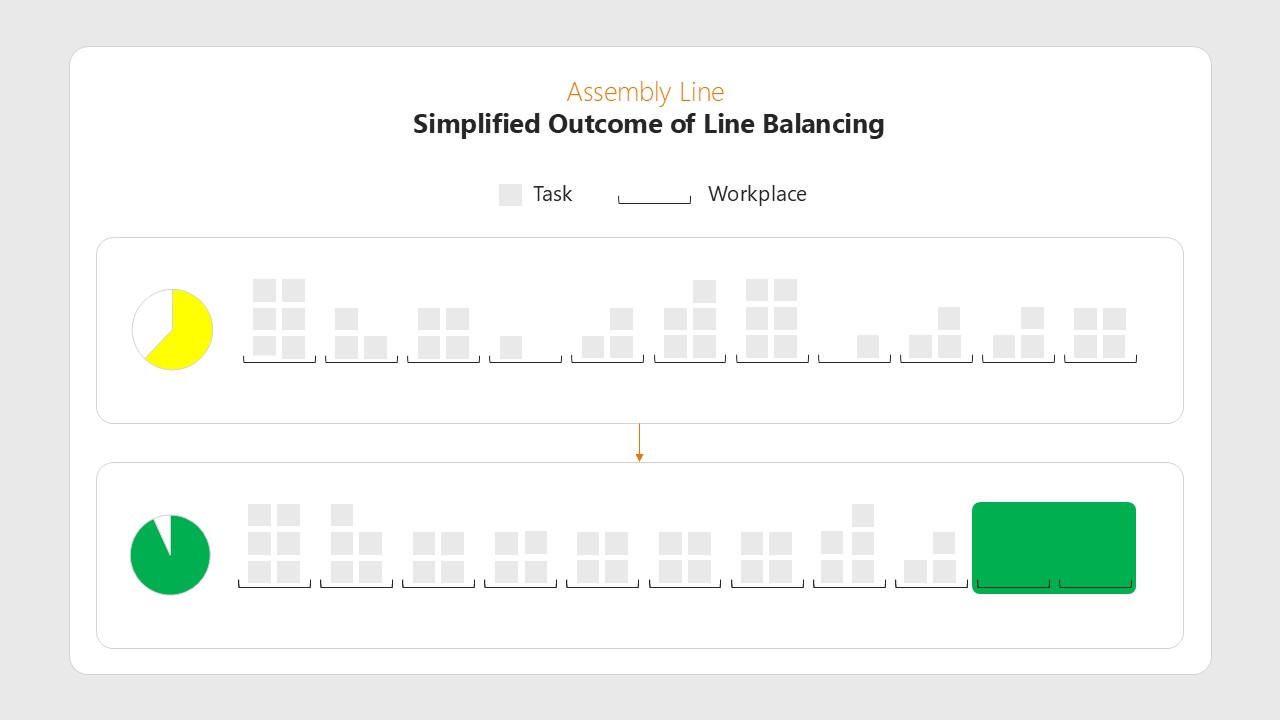
A kiegyensúlyozási folyamatnak több funkcionális elem is része. A munkafolyamatokat munkaközpontokhoz rendelik. Figyelembe kell venni az olyan követelményeket, mint a szerszámok, a munkakörök vagy a képesítések. Ugyanakkor olyan korlátozásokat is be kell tartani, mint a rögzített sorrendek, kötöttségek vagy távolsági szabályok. A változatok és azok gyakorisága is szerepel az értékelésben.
Ez a struktúra mérhető hatásokat eredményez. A kihasználtság azt írja le, hogy egy munkaállomás átlagosan mennyire foglalt. Az időbeli szórás a rendelésenkénti feldolgozási idők ingadozását mutatja. Szűk keresztmetszetek ott keletkeznek, ahol ezek az ingadozások rendszeresen meghaladják a rendelkezésre álló kapacitást. Megfelelő kihasználtság nélkül ezek a hatások rejtve maradnak, vagy csak működés közben válnak láthatóvá.
Gyakori tévhit, hogy a kiegyensúlyozás egyszeri tervezési feladat. A gyakorlatban a termékösszetétel, a beépítési arányok és a munka tartalma rendszeresen változik. E változások mindegyike eltolja a terhelést a vonal mentén. Ezért a vonal kiegyensúlyozása nem egy statikus terv, hanem egy visszatérő tervezési folyamat, amely folyamatosan a valósághoz igazítja a struktúrát.
Variáns keverék, mint a tényleges terhelési vezető
A többváltozós összeállításban a stabilitást ritkán határozzák meg az átlagértékek. A döntő tényező az, hogy a rendelésenkénti feldolgozási idők milyen erősen ingadoznak. A változatok keveréke a tényleges terhelési tényező. Ha egyes változatok lényegesen több időt igényelnek, mint mások, akkor túlterhelési helyzetek alakulnak ki – még akkor is, ha az átlagos kihasználtság a ciklusidő alatt van.
A változatok gyakran átlagolva vannak a tervezés során. Ez a megközelítés matematikailag helyes, de figyelmen kívül hagyja a működési valóságot. A megrendelések nem egyenletesen, hanem meghatározott sorrendben oszlanak el. Ha több időigényes változat érkezik gyors egymásutánban ugyanarra a munkaállomásra, az időkeret már nem elegendő. Az eredmény a túlhajtási idő, amely a soron végig folytatódik.
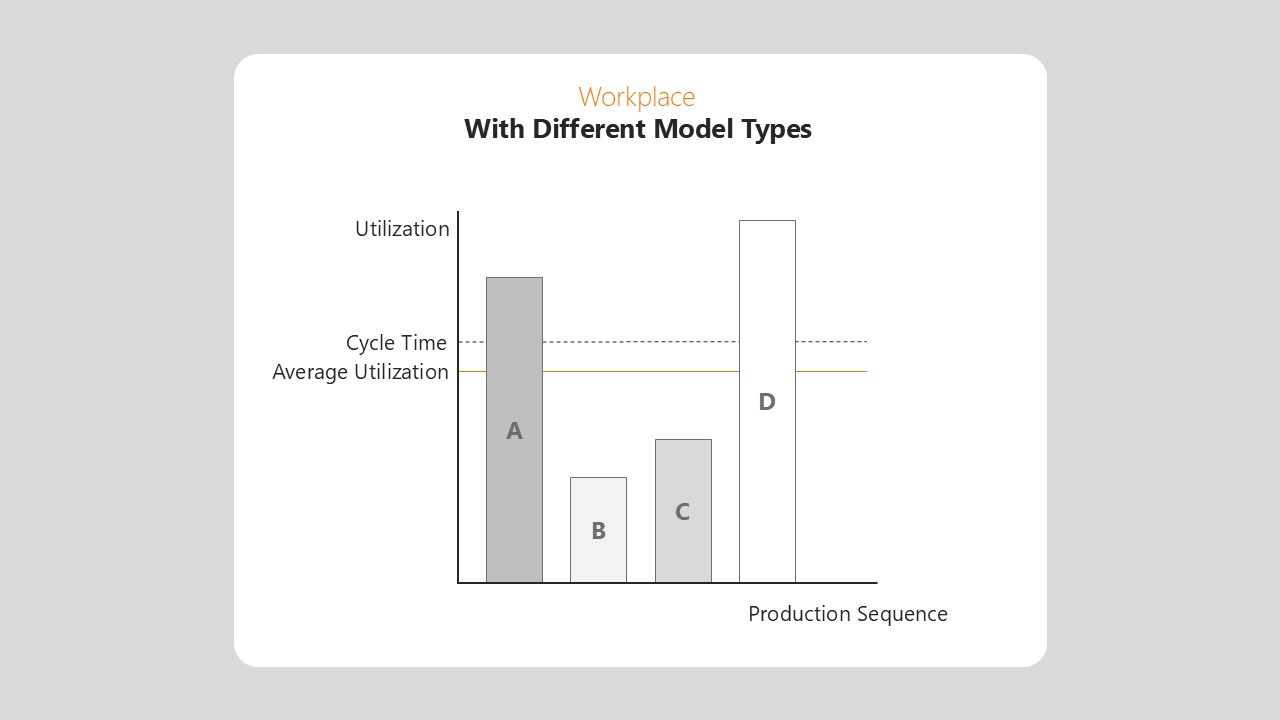
Az időbeli terjedés pontosan ezt a hatást írja le. Azt mutatja, hogy az egyes megbízások tényleges feldolgozási ideje mennyire tér el az átlagtól. Minél nagyobb a szórás, annál nagyobb az instabilitás kockázata. A ritka, nagy időigényű változatok különösen kritikusak. Az átlagos megfontolásokban alig van súlyuk, de a mindennapi életben aránytalanul nagy terhet generálnak.
A pontos ütemezés láthatóvá teszi ezeket a hatásokat. Nemcsak az átlagos kihasználtságot veszi figyelembe, hanem a feldolgozási idők teljes eloszlását az összes változatra vonatkozóan. Ezáltal a munkafolyamatok úgy rendelhetők hozzá, hogy a csúcs terhelések enyhüljenek. A cél nem az, hogy minden változatot a ciklusidő alá kényszerítsenek, hanem hogy a rövid távú túlterhelési helyzetek tervezhetőek és kezelhetőek legyenek.
E strukturális szemlélet nélkül a vonal elkerülhetetlenül operatív módon reagál. A támogatást ott vetik be, ahol szükség van rá. Hosszú távon ez magasabb személyzeti igényeket, csökkentett tervezési megbízhatóságot és a vonal leállását eredményezi. A variánskeverék marad a domináns zavaró tényező – nem azért, mert létezik, hanem azért, mert nem vették kellőképpen figyelembe az ütemezésben.
A drift mint a hatékony hangbeállítás értékes eszköze
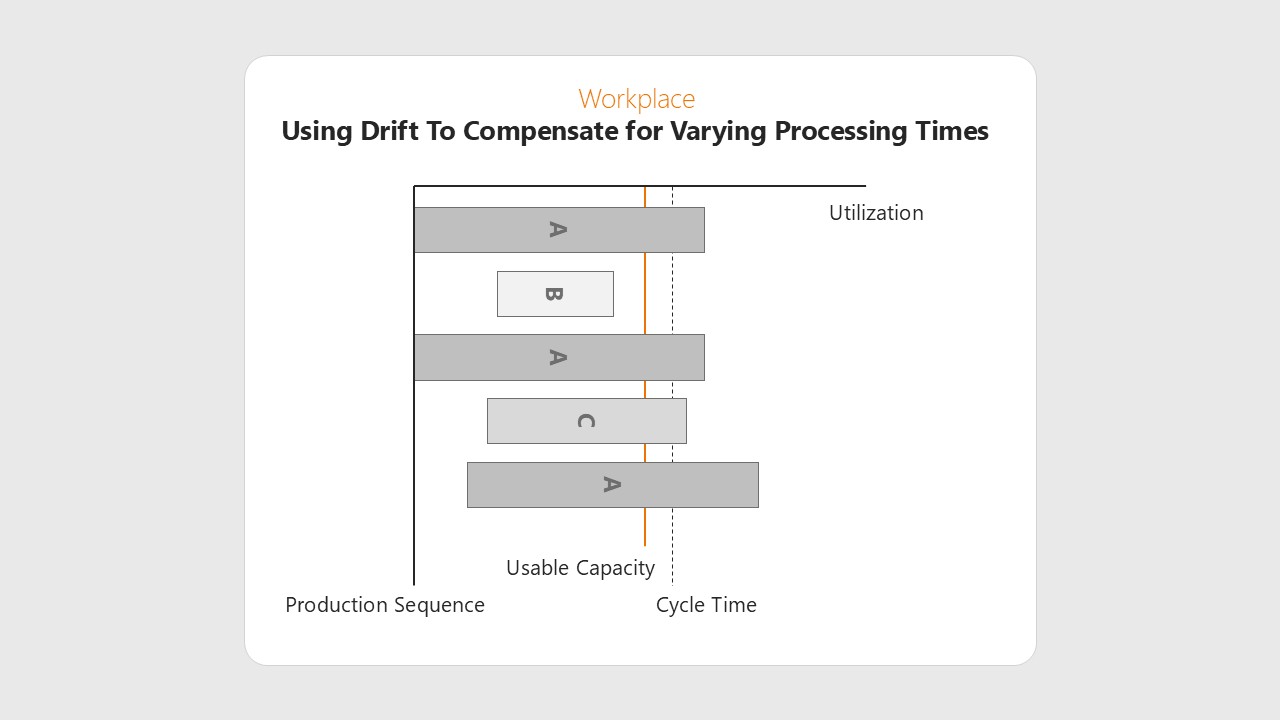
Drift mindig akkor fordul elő, amikor egy megrendelést nem lehet a tervezett ciklusidőn belül befejezni. Egy folyamatosan folyó sorban a sodródás nem egy absztrakt időjelenség, hanem közvetlenül látható. Az időbeli sodródás és a fizikai sodródás nem különálló hatások, hanem ugyanannak a problémának két nézőpontja. Egy megrendelés időbeli eltolódása pontosan megfelel a munkás vagy a munkadarab helyének az állomáson belül vagy kívül.
Ha egy munkaállomás túlterhelt, a munka a vonal mentén tolódik el. A dolgozó tovább marad a terméknél, vagy követi azt a következő területre. Ez automatikusan késlelteti a következő munka megkezdését. Egy folyamatos ciklusú folyamatvonalban az idő és a hely elválaszthatatlanul összekapcsolódik. Az elsodródás mindig térbeli eltolódásként és egyúttal időbeli késedelemként jelentkezik.
Az ok ritkán az egyéni munkafolyamatban rejlik. A döntő tényező a kiegyensúlyozás szerkezeti kialakítása. Ha a munkatartalom úgy van elosztva, hogy bizonyos változatok rendszeresen meghaladják a rendelkezésre álló kapacitást, akkor sodródás lép fel. Ez a sodródás önmagában nem negatív, hanem elkerülhetetlen és sok esetben hasznos eszköz a variánsokban gazdag összeszerelésben.
Az elsodródás csak akkor válik kritikussá, ha nem tervezik és értékelik tudatosan. A gyakorlatban a sodródást gyakran hallgatólagosan elfogadják anélkül, hogy strukturálisan kihasználnák. A támogatást megszervezik, a dolgozók „belemennek”, és a vonal látszólag tovább működik. A valóságban a szervezési erőfeszítések nőnek, miközben a tényleges munkaterhelés átláthatósága elvész. A sodródás így nem stabilizáló hatású, hanem strukturális egyensúlytalanságokat takar.
Megfelelő tervezés és kezelés esetén a sodródás lehetővé teszi a hatékony kiegyensúlyozást a vegyes modellekkel rendelkező vonalakon. Lehetővé teszi a nagyobb időigényű változatok integrálását anélkül, hogy a teljes gyártósort a legrosszabb forgatókönyvre terveznék. Ennek azonban előfeltétele, hogy az elsodródást kifejezetten korlátozzák, értékeljék és figyelembe vegyék a vonal kiegyensúlyozásakor. Csak így járul hozzá a termelés stabilitásához és hatékonyságához.
A stabil vonalat az jellemzi, hogy a sodródás tudatosan tervezett, átláthatóvá tett és kifejezetten korlátozott. A vonal kiegyensúlyozásának célja nem a túlterhelés elkerülése, hanem a sodródás mint szerkezeti eszköz olyan módon történő megszervezése, hogy a termelési stabilitás és a hatékonyság együttesen valósuljon meg a variánsok keverékében.
A kiegyensúlyozás mint folyamatos tervezési feladat
A kiegyensúlyozás nem egyszeri tervezési lépés, hanem folyamatos folyamat. A termékösszetétel, a beépítési arányok és a munkatartalom rendszeresen változik. E változások mindegyike eltolja a terhelést a vonal mentén. Ha a vonal kiegyensúlyozása változatlan marad, a termelés fokozatosan veszít a stabilitásából – gyakran észrevétlenül, amíg az üzemeltetési intézkedések nem válnak normává.
Ez a hatás a gyakorlatban egyértelműen kimutatható. Új változatok kerülnek beépítésre, a meglévő munkafolyamatok kiigazításra kerülnek, vagy a folyamatok megváltoztatására kerül sor. A ciklusidő állandó marad, de a belső struktúra nem. Strukturális egyensúlytalanságok keletkeznek, ha a munkamegosztást nem ellenőrzik újra.
Ez nemcsak túlterhelésben, hanem az egyes munkaállomások kihasználatlanságában is megnyilvánul. Mindkettő negatív hatással van a hatékonyságra. A gyártósor erre nem finomhangolt strukturális kiigazításokkal reagál, hanem vagy a gyártósor leállásával és a termelés kiesésével – vagy a nem hatékony kapacitáskihasználás hallgatólagos elfogadásával.
A folyamatos kiegyensúlyozás átláthatóságot teremt ezekkel az eltolódásokkal kapcsolatban. Láthatóvá teszi, hogy a megrendelési programban bekövetkező változások hogyan befolyásolják a kapacitáskihasználtságot, az időbeli eloszlást és az eltolódást. Ezáltal a tervezés ismét előretekintővé válik. A problémák még azelőtt felismerhetők, hogy a működés során eszkalálódnának. A stabilitás nem reakcióval, hanem strukturális kiigazítással jön létre.
Hosszú távon a szinkronizálás így irányítási eszközzé válik. Összekapcsolja a tervezést és az üzemeltetést, megmagyarázhatóvá teszi a munkaterhelést és érthetővé a döntéseket. A ciklusidő marad a rögzített keret. A termelés stabilitása azonban a munkastruktúra folyamatos fenntartásából származik e kereten belül.
TAKTIQ
Az óraátállítás új megközelítése.
Minden információ a TAKTIQ-ról egy pillantásra. Töltse le most az áttekintést, fedezze fel az előnyöket és kezdje el.

Gyakran ismételt kérdések a gyártástervezéssel kapcsolatban
A ciklusidő az az idő, amelyet egy termék az egyes állomásokon tölt. Folyamatos áramlású összeszerelő rendszerekben ezt a szállítószalag-rendszer sebessége határozza meg. A kézi átadással működő rendszerekben az átmenet a következő állomásra a ciklusidő letelte után történik.
Az ütemezés azt írja le, hogy a munkafolyamatok hogyan oszlanak meg a munkaállomások és állomások között a rendelkezésre álló idő betartása érdekében. Meghatározza, hogy a ciklusidőn belül melyik munkaállomáson melyik munkát kell elvégezni. Csak a tényleges változatnak és terhelési helyzetnek megfelelő kiegyensúlyozás teszi lehetővé a ciklusidőn belüli stabil működést.
Ha a munkatartalom nem felel meg a tényleges változatterhelésnek, rendszeres túlterhelési helyzetek alakulnak ki. Ezeket a működés során nem lehet finoman kiegyenlíteni. Ez sorleállásokhoz és alkatrészveszteséghez vezet, még akkor is, ha a ciklusidő helyesen lett kiszámítva.
A változatok keveréke határozza meg a rendelésenkénti feldolgozási idők szórását. A ritka, időigényes változatok olyan csúcsterhelést generálnak, amely az átlagos elemzésekben láthatatlan marad. A megfelelő kiegyensúlyozás kifejezetten figyelembe veszi ezeket a hatásokat, és kezelhetővé teszi őket.
Nem. A termékváltozások, az új változatok vagy a megváltozott összeszerelési arányok a vonal mentén áthelyezik a terhelést. A kiegyensúlyozást rendszeresen ellenőrizni és beállítani kell a termelés hosszú távú stabilitásának biztosítása érdekében.
A stabil órajelezés azt jelenti, hogy a túlterhelés kiszámítható marad, és nem fokozódik. A sodródás ellenőrzött módon történik, vagy korlátozott. A szalagmegállások és a nem tervezett megtámasztás a kivétel, nem pedig a szabály.
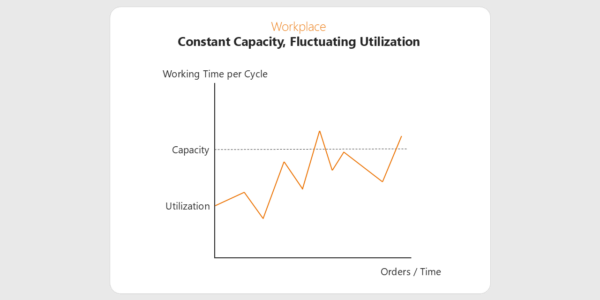
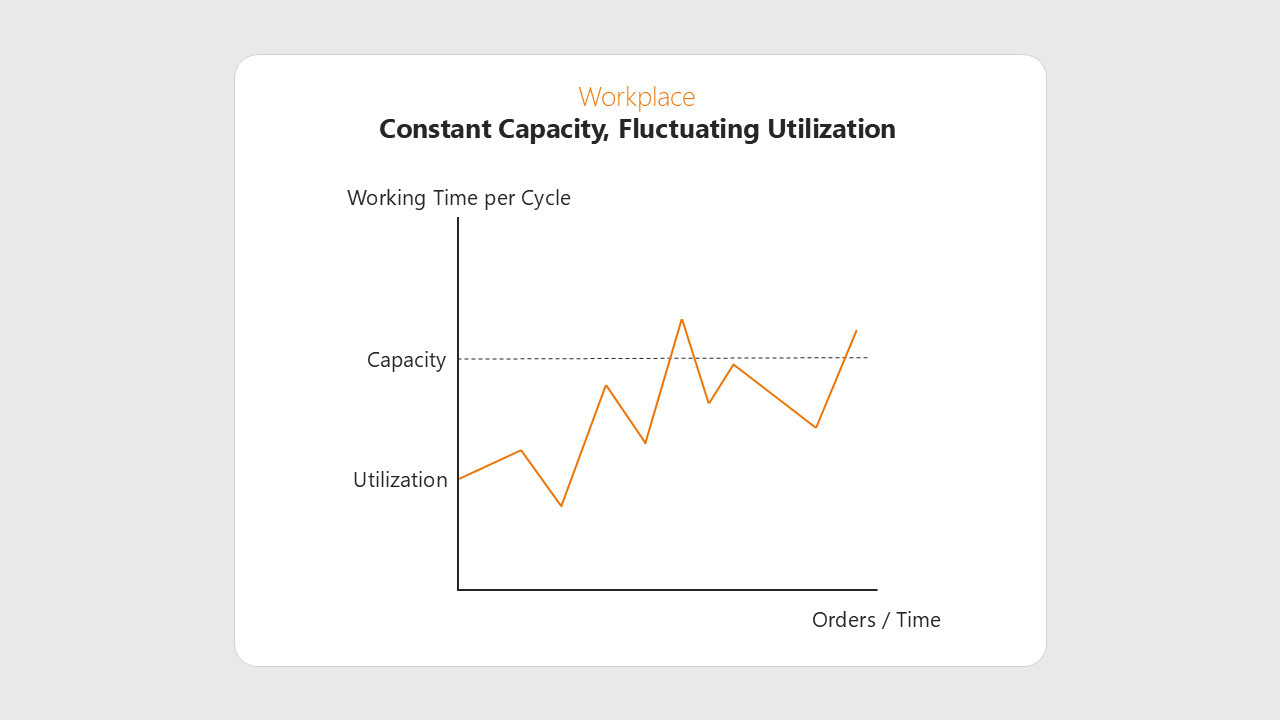
A kapacitás állandó, a kihasználtság dinamikus. Miért a variánsok keveréke, a kiegyensúlyozás és az időbeli eloszlás határozza meg a termelés stabilitását.
Tudjon meg többet