Gestione della capacità nella produzione in serie multivariata
Perché la gestione della capacità fallisce nella produzione in serie multivariata
La gestione della capacità produttiva è consolidata in molti impianti di produzione in serie. Il tempo di ciclo, il numero di postazioni di lavoro e il modello di turno sono definiti e matematicamente coerenti. Tuttavia, nella produzione in serie ricca di varianti, è chiaro che questo approccio da solo non è sufficiente a garantire la stabilità della produzione.
Un problema centrale risiede nella valutazione dell’utilizzo della capacità utilizzando valori medi. Varianti diverse causano tempi di lavoro molto diversi. Queste differenze vengono smussate nei valori medi e non vengono prese in considerazione nella pianificazione. Di conseguenza, si verificano situazioni di sovraccarico anche se la linea ha una capacità libera calcolata. In questi casi, la capacità libera esiste solo nella considerazione media.
A ciò si aggiunge l’elevato sforzo di pianificazione manuale. Le modifiche al mix di varianti, i nuovi processi di lavoro o l’adeguamento dei tassi di costruzione richiedono un intervento regolare nella pianificazione. In pratica, questi aggiustamenti vengono spesso semplificati o implementati con un certo ritardo. Questo porta a linee instabili, a una crescente dispersione temporale e a una crescente necessità di personale di supporto.
Un’altra ragione del fallimento di molti approcci è la mancanza di una chiara distinzione tra capacità e colli di bottiglia. I colli di bottiglia sono spesso intesi come centri di lavoro fissi. Tuttavia, nella produzione in serie multivariata, i sovraccarichi si verificano in base alle situazioni e cambiano a seconda del prodotto e dell’ordine. Se i colli di bottiglia sono considerati stazionari, le ottimizzazioni locali si verificano senza alcun effetto sul rendimento complessivo.

Gestione della capacità: separare in modo netto la capacità dall’utilizzo
Nella produzione in serie ricca di varianti, una chiara distinzione concettuale tra capacità e utilizzo è assolutamente essenziale. In pratica, però, i due termini vengono spesso equiparati o utilizzati in modo confuso. Questa mancanza di chiarezza porta a interpretazioni errate nella pianificazione e rende difficile una valutazione realistica della situazione produttiva.
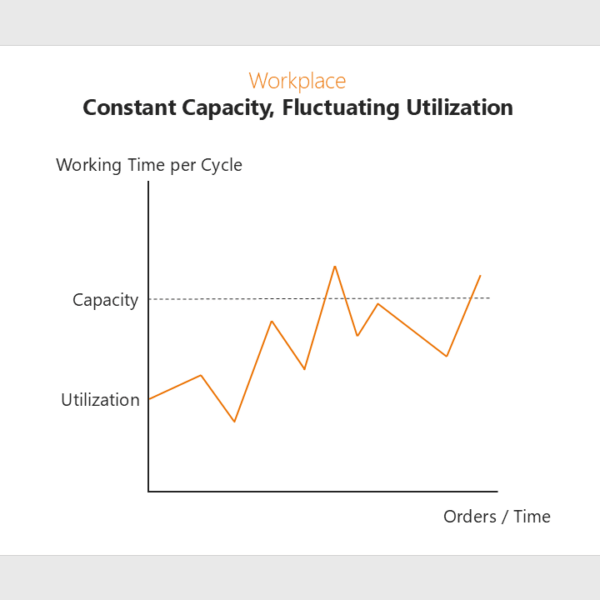
La capacità di una catena di montaggio è una variabile fissa. Risulta dalle condizioni strutturali della struttura, come il tempo di ciclo, il numero di postazioni di lavoro, il personale e il modello dei turni. Finché questi parametri rimangono invariati, la capacità della linea non cambia. Rappresenta il lasso di tempo entro il quale il lavoro può essere completato.
L’utilizzo deve essere chiaramente distinto da questo. Descrive la misura in cui la capacità disponibile viene effettivamente utilizzata. Nella produzione di serie ricca di varianti, l’utilizzo della capacità fluttua notevolmente nel tempo, poiché le diverse varianti comportano un contenuto di lavoro e tempi di lavorazione differenti. Queste fluttuazioni si verificano indipendentemente dalla capacità definita e sono il risultato dell’effettivo programma di produzione.
Questa distinzione è fondamentale per una gestione efficace della capacità. I problemi sorgono quando le fluttuazioni di utilizzo vengono interpretate come un problema di capacità. In questi casi, si cerca di ricavare misure strutturali, anche se la causa risiede nell’utilizzo non uniforme nel tempo. Il risultato sono conclusioni errate, come l’impressione di una mancanza di capacità nonostante le risorse sufficienti.
Perché la mancanza di sincronizzazione porta a sequenze di varianti instabili
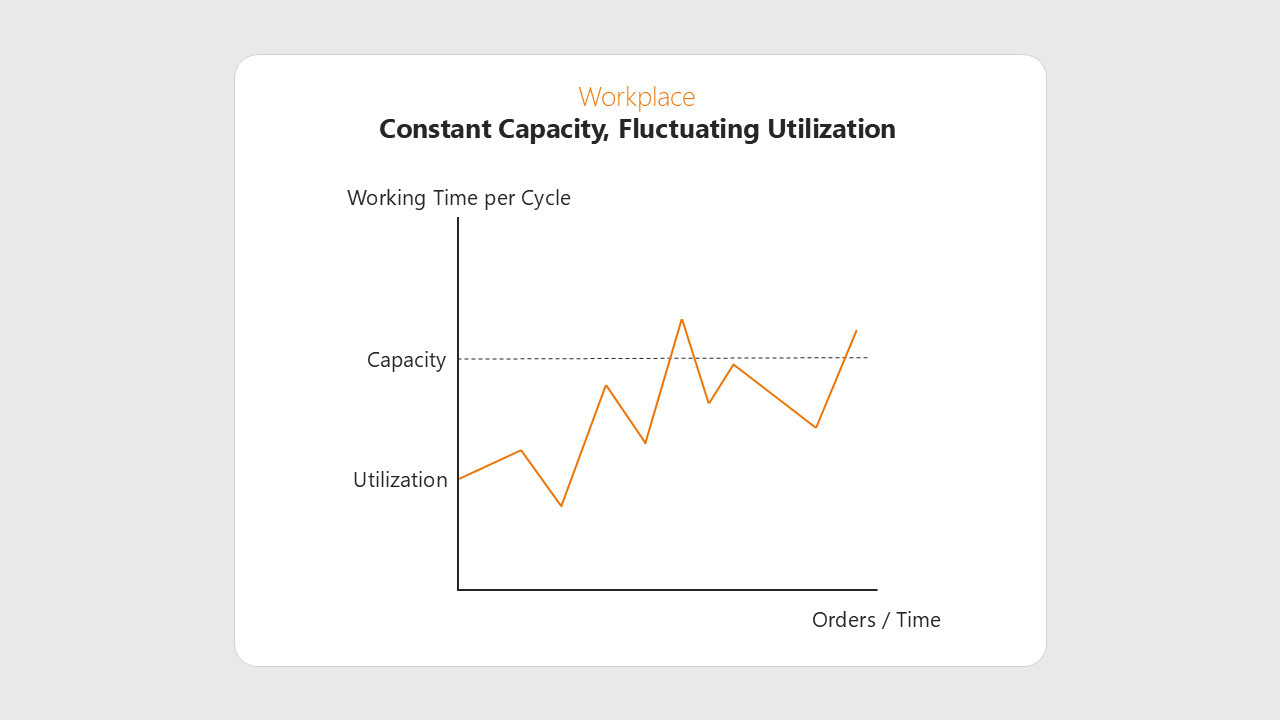
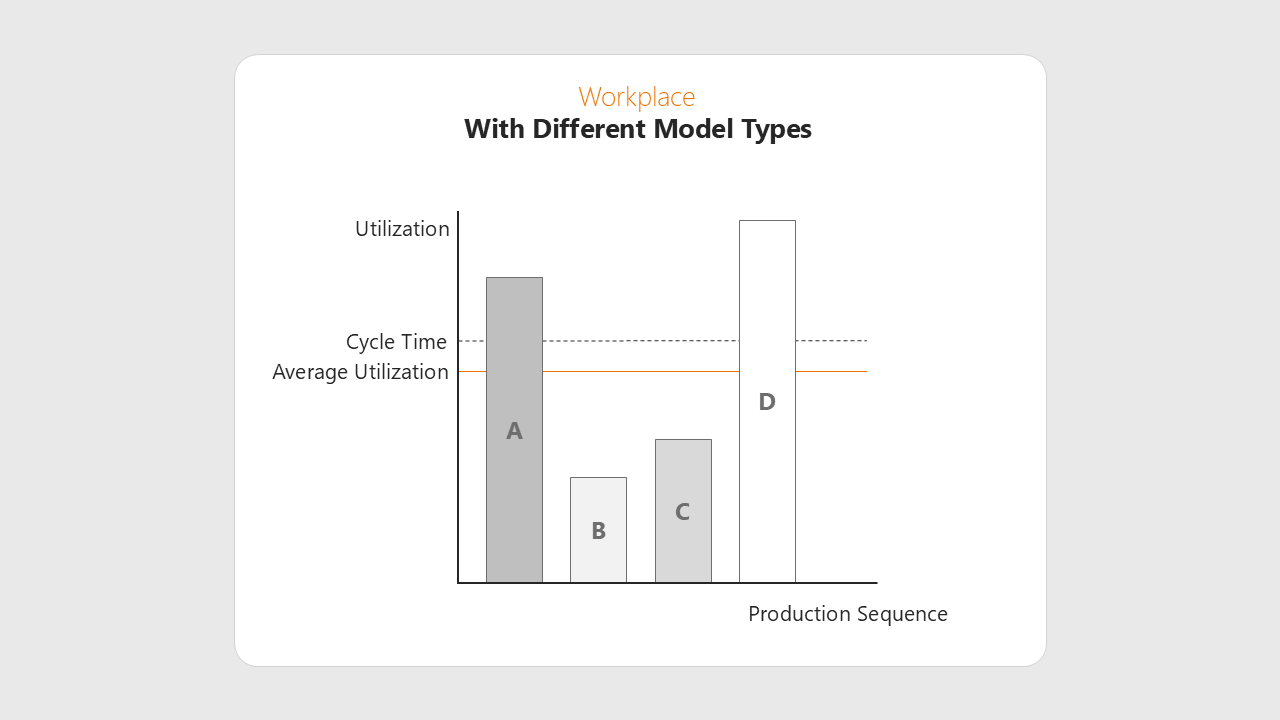
Nella produzione di serie ricca di varianti, l’instabilità della produzione spesso non è causata dal mix di varianti in sé, ma da una sincronizzazione inadeguata del contenuto del lavoro. Il bilanciamento descrive il modo in cui i processi lavorativi vengono distribuiti ai centri di lavoro in modo tale da rimanere gestibili all’interno del ciclo anche in presenza di varianti variabili.
Nella pratica, tuttavia, il carico su una linea viene spesso valutato senza considerare a sufficienza il bilanciamento. Le quote delle varianti vengono considerate in modo aggregato, mentre l’assegnazione dei contenuti di lavoro ai centri di lavoro rimane invariata. Questo può portare a situazioni in cui diverse varianti ad alta intensità di lavoro si susseguono direttamente e le singole postazioni di lavoro sono sovraccariche nel breve periodo.
Questi sovraccarichi non sono un segno di mancanza di capacità. Dimostrano che il contenuto di lavoro delle diverse varianti e i carichi di lavoro risultanti non sono distribuiti in modo ottimale. Il tempo di ciclo disponibile è quindi insufficiente per la situazione, anche se l’utilizzo medio sembra essere acritico. La linea si sta sfasando perché il bilanciamento non tiene sufficientemente conto del mix di varianti nel programma degli ordini.
Un bilanciamento efficace deve quindi tenere conto non solo del mix di varianti, ma anche delle possibili sequenze di varianti. L’obiettivo è distribuire il contenuto del lavoro in modo tale che i picchi di lavoro rimangano limitati e che le sequenze sfavorevoli possano essere elaborate all’interno del ciclo. Senza questa prospettiva, la stabilità della produzione rimane casuale e dipendente dalla sequenza corrente.
La distribuzione temporale rende visibili i problemi di capacità
Il sovraccarico di tempo non si verifica in modo uniforme, ma piuttosto selettivo. Proprio per questo motivo non può essere valutato adeguatamente utilizzando valori medi. Per catturare in modo realistico l’effetto di sequenze e bilanciamenti diversi, è necessario un parametro che rifletta queste dinamiche temporali. Questo ruolo è svolto dal time spread.
Il time spread descrive la gamma di sollecitazioni che si verificano effettivamente in un luogo di lavoro. Mostra quanto differiscono i tempi di elaborazione dei singoli ordini. Mentre il carico di lavoro medio fornisce solo un valore medio, il time spread rende visibile quanto i singoli carichi di lavoro fluttuino verso l’alto o verso il basso.
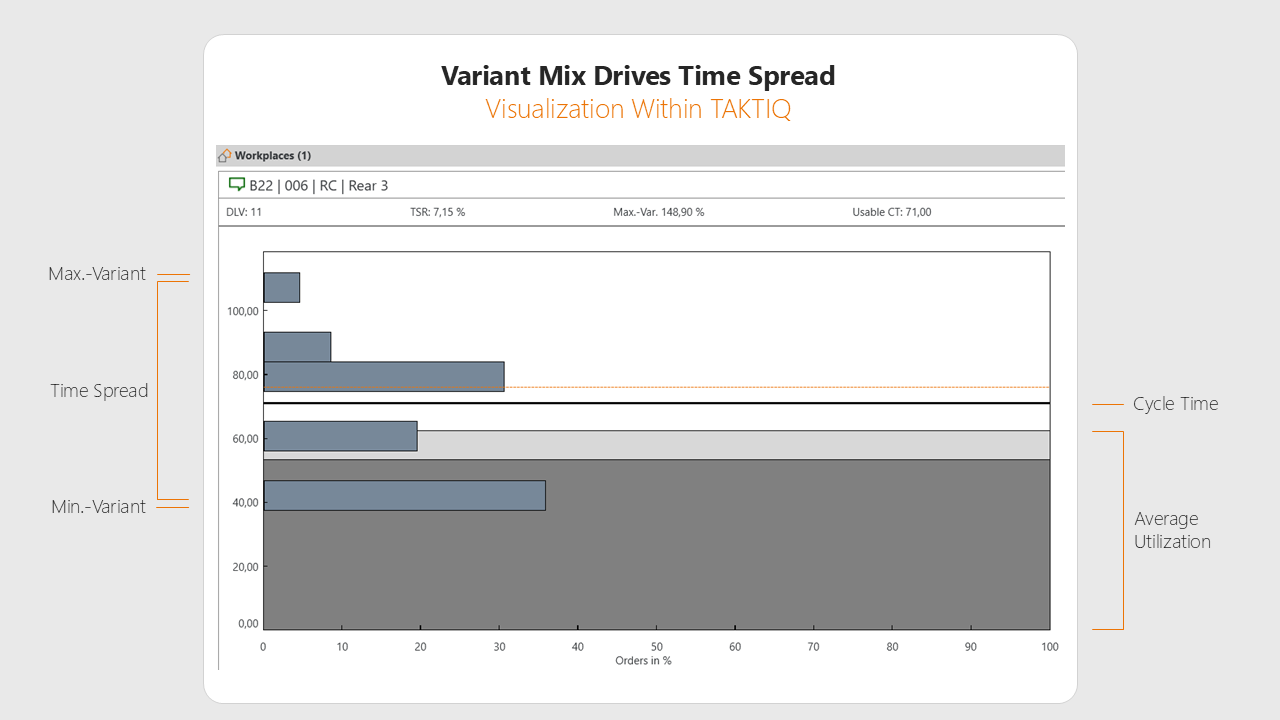
Questa visione è fondamentale per valutare la stabilità della produzione. Un centro di lavoro può trovarsi in media ben al di sotto del tempo di ciclo e tuttavia essere regolarmente sovraccarico. Ciò è dovuto a singole varianti o sequenze di varianti con requisiti temporali elevati. Un’elevata dilatazione dei tempi indica che questi picchi di carico si verificano e non possono più essere assorbiti dal ciclo.
Il time spread non è quindi un parametro di efficienza, ma un indicatore di stabilità. Mostra se la capacità disponibile viene utilizzata in modo gestibile nel tempo o se il bilanciamento e le sequenze di varianti portano a sovraccarichi ricorrenti. Solo quando questa forbice è limitata, la linea può funzionare senza problemi anche in presenza di un programma variabile di varianti.
I colli di bottiglia sono situazioni, non lavori
In molti sistemi di produzione, il collo di bottiglia è visto come un posto di lavoro fisso. Di conseguenza, le analisi e le ottimizzazioni si concentrano su singole postazioni che vengono sempre considerate critiche. Tuttavia, nella produzione in serie ricca di varianti, questa concezione è spesso fuorviante.
Il sovraccarico non si verifica in modo permanente in determinati luoghi di lavoro, ma piuttosto a seconda della situazione. Si scatena in base a varianti specifiche, al contenuto del lavoro e alla sua sequenza cronologica. Il collo di bottiglia non è quindi un luogo, ma uno stato. Può verificarsi in diverse postazioni di lavoro, a seconda della sequenza di varianti che si sta producendo.
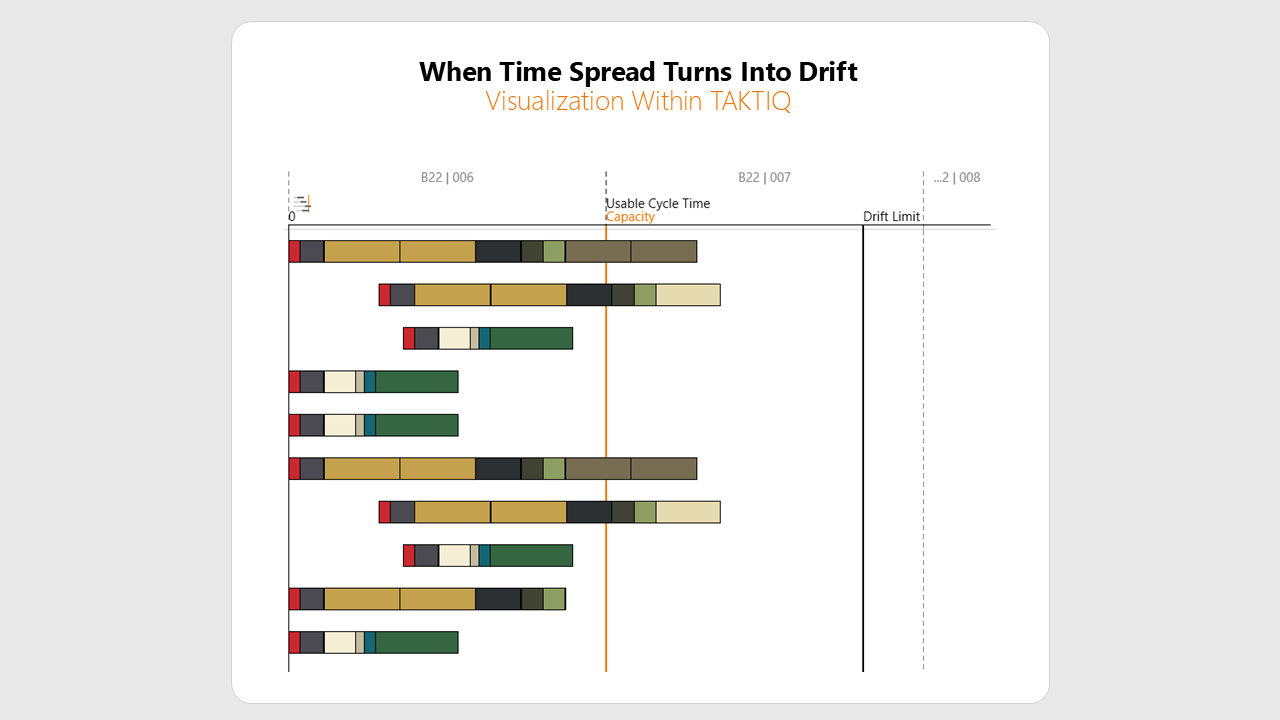
Tuttavia, se il collo di bottiglia è definito come stazionario, le ottimizzazioni locali si verificano senza alcun effetto duraturo. Le singole postazioni di lavoro vengono alleggerite, mentre le situazioni di sovraccarico si ripresentano altrove. Il rendimento complessivo della linea non cambia di conseguenza. Il problema vero e proprio, ovvero il superamento del tempo di ciclo a breve termine a causa di sequenze variabili, rimane.
Una gestione efficace della capacità richiede quindi una visione dei colli di bottiglia basata sulla situazione. Il fattore decisivo non è quale sia il posto di lavoro teoricamente più utilizzato, ma quando e in quali condizioni la capacità disponibile viene superata. Solo questa prospettiva permette di riconoscere ed evitare efficacemente i sovraccarichi.
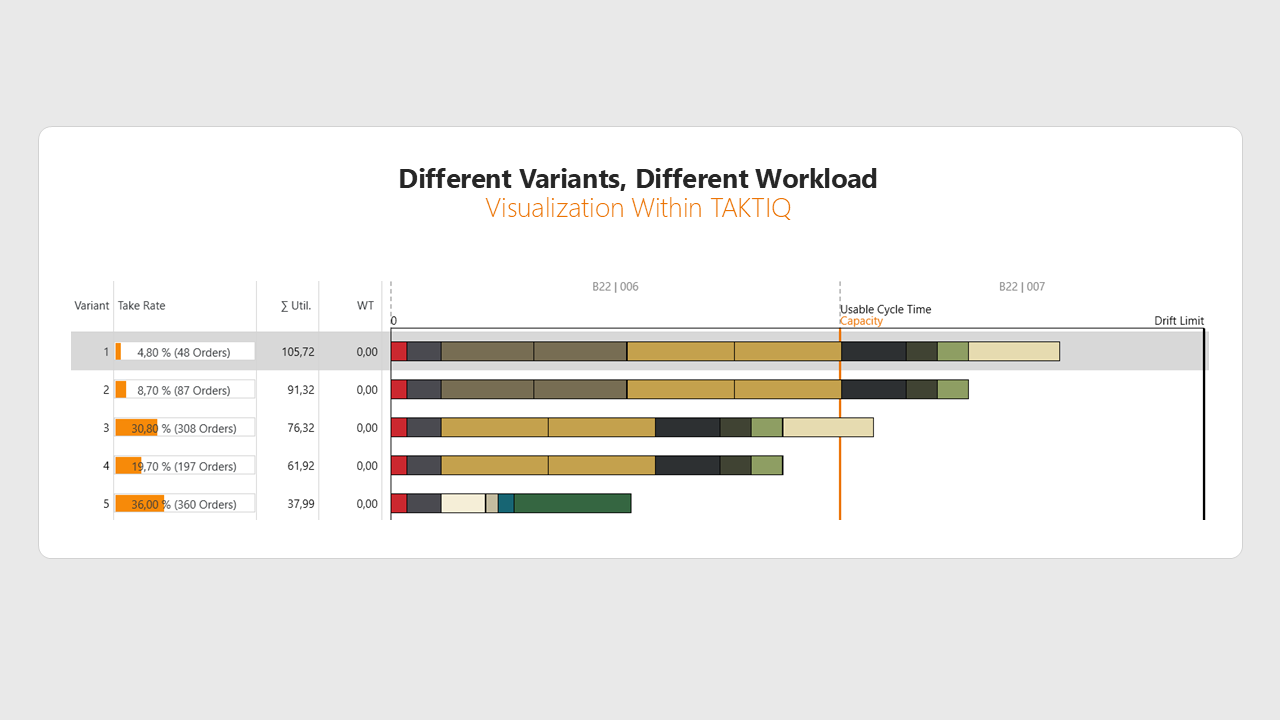
TAKTIQ
Un nuovo approccio al clocking.
Tutte le informazioni su TAKTIQ in un colpo d’occhio. Scarica subito la panoramica, scopri i vantaggi e inizia a lavorare.

Domande frequenti sulla pianificazione della produzione
La capacità descrive la produzione strutturalmente disponibile di una linea, definita dal tempo di ciclo, dalle postazioni di lavoro e dai lavoratori. È costante finché queste condizioni di contesto rimangono invariate. L’utilizzo descrive la misura in cui questa capacità viene effettivamente utilizzata nel tempo. Nella produzione in serie multivariata, l’utilizzo fluttua in modo significativo anche se la capacità rimane invariata.
I valori medi attenuano i picchi di carico temporale. Non mostrano quando singoli ordini o sequenze di varianti superano il tempo disponibile. I sovraccarichi diventano visibili solo quando hanno già portato a derive, ritardi o all’impiego di personale aggiuntivo. La distribuzione del tempo è decisiva per una produzione stabile, non il valore medio.
Il bilanciamento determina il modo in cui il contenuto del lavoro viene distribuito alle postazioni di lavoro in modo che rimanga gestibile all’interno del tempo di ciclo. Determina se la capacità disponibile può essere utilizzata nel tempo. Senza un bilanciamento adeguato, una capacità sufficiente può risultare praticamente inefficace. Il bilanciamento è quindi una componente centrale di una gestione efficace della capacità.
Il time spread descrive la gamma di sollecitazioni che si verificano effettivamente in un luogo di lavoro. Mostra quanto i singoli lavori si discostano dalla media. Un time spread elevato indica picchi di carico che non possono più essere assorbiti dal ciclo. È un indicatore di stabilità, non di efficienza.
Nella produzione in serie ricca di varianti, i colli di bottiglia si verificano a seconda della situazione. Sono innescati da specifiche sequenze di varianti e contenuti di lavoro e possono verificarsi in diversi centri di lavoro. Una comprensione stazionaria dei colli di bottiglia porta a ottimizzazioni locali senza effetti duraturi. Il fattore decisivo è quando e in quali condizioni la capacità viene superata.


Molte linee di assemblaggio sono formalmente considerate "in ciclo" eppure non riescono a raggiungere gli obiettivi di stabilità. Il numero di unità previsto viene raggiunto solo con uno sforzo supplementare. I ponticelli vengono utilizzati regolarmente, le rilavorazioni avvengono al di fuori della linea e i guasti minori si aggravano rapidamente.
Per saperne di più