Capacity Management in Multi-Variant Series Production
Why Capacity Management Fails in Variant-Rich Series Production
Capacity management is established in many series production facilities. Cycle time, number of workstations and the shift model are defined and mathematically consistent. In variant-rich series production, however, it is clear that this approach alone is not enough to ensure production stability.
A central problem lies in the evaluation of capacity utilization using average values. Different variants cause very different working times. These differences are smoothed out in average values and are not taken into account in planning. As a result, overload situations arise even though the line has calculated free capacity. In these cases, free capacity only exists in the average consideration.
Added to this is the high manual planning effort. Changes in the variant mix, new tasks or adjusted take rates require regular interventions in the planning. In practice, these adjustments are often simplified or implemented with a delay. This leads to unstable lines, increasing time scatter and a growing need for support staff.
Another reason for the failure of many approaches is the lack of a clear distinction between capacity and bottleneck considerations. Bottlenecks are often understood as fixed workstations. In variant-rich series production, however, overloads occur situationally and change depending on the product and order situation. If bottlenecks are nevertheless considered to be stationary, local optimizations occur without any effect on the overall throughput.

Capacity management: Separating capacity and utilization cleanly
In variant-rich series production, a clear conceptual distinction between capacity and utilization is absolutely essential. In practice, however, the two terms are often equated or used indistinctly. This vagueness leads to misinterpretations in planning and makes it difficult to realistically assess the production situation.
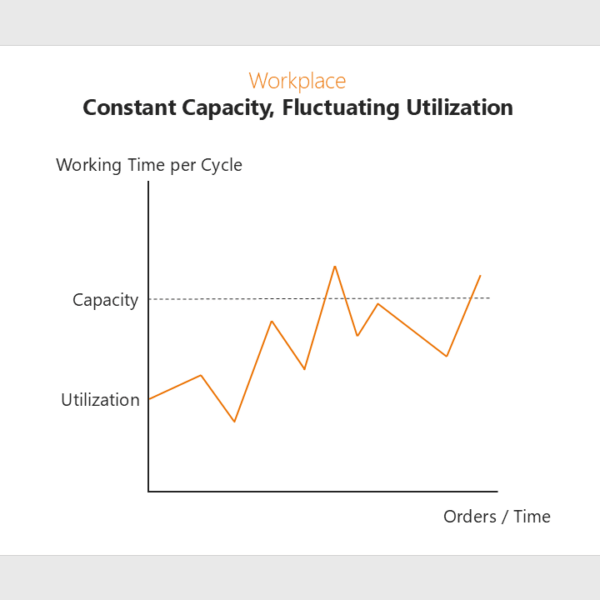
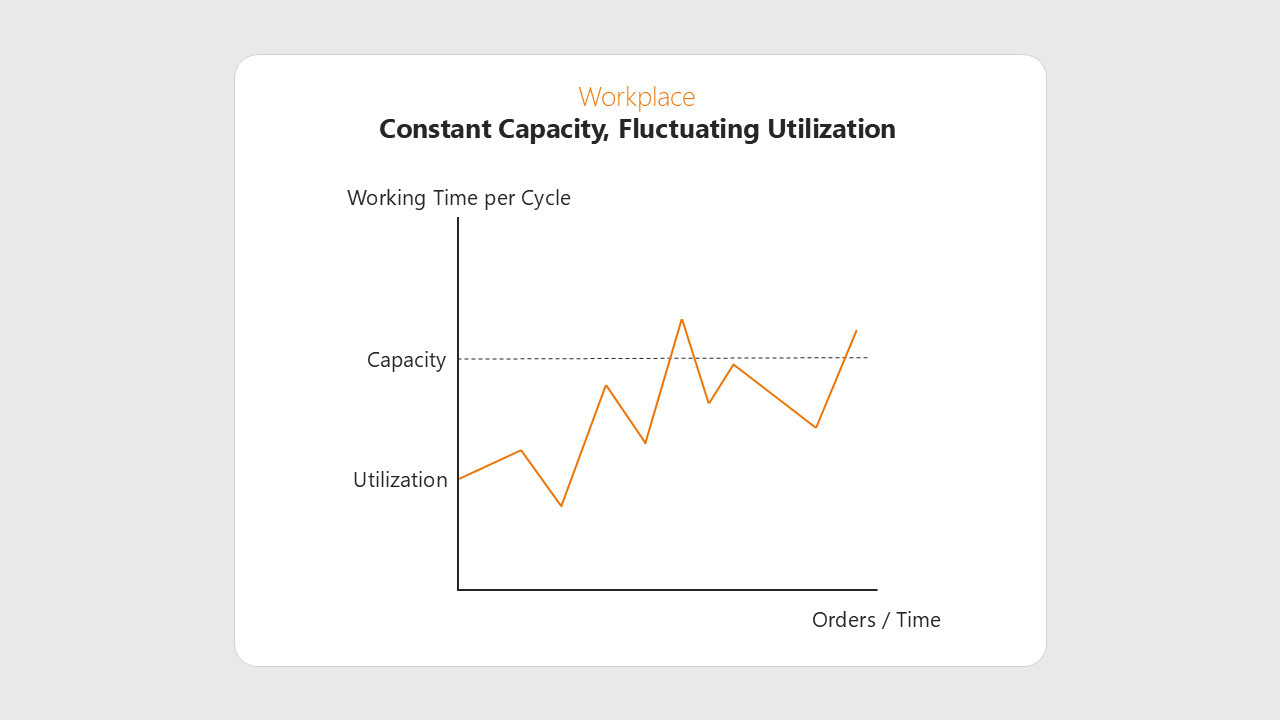
The capacity of an assembly line is a fixed variable. It results from structural framework conditions such as cycle time, number of workstations, worker staffing and shift model. As long as these parameters remain unchanged, the capacity of the line does not change. It represents the time frame within which work can be completed.
Utilization must be clearly distinguished from this. It describes the extent to which this available capacity is actually utilized. In variant-rich series production, capacity utilization fluctuates considerably over time, as different variants entail different work content and processing times. These fluctuations occur independently of the defined capacity and are a result of the actual production program.
This distinction is crucial for effective capacity management. Problems arise when fluctuations in utilization are interpreted as a capacity problem. In such cases, attempts are made to derive structural measures, although the cause lies in the uneven utilization over time. The result is incorrect conclusions, such as the impression of a lack of capacity despite having sufficient resources.
Why a Lack of Line Balancing Leads to Unstable Variant Sequences
In variant-rich series production, production instability is often not caused by the variant mix itself, but by inadequate line balancing of the work content. Line balancing describes how tasks are distributed to workstations in such a way that they remain manageable within the cycle even with changing variants.
In practice, however, the load on a line is often evaluated without sufficient consideration of line balancing. Variant shares are aggregated, while the assignment of work content to the workplaces remains unchanged. This can lead to situations in which several labor-intensive variants follow one another in direct succession and individual workplaces are overloaded in the short term.
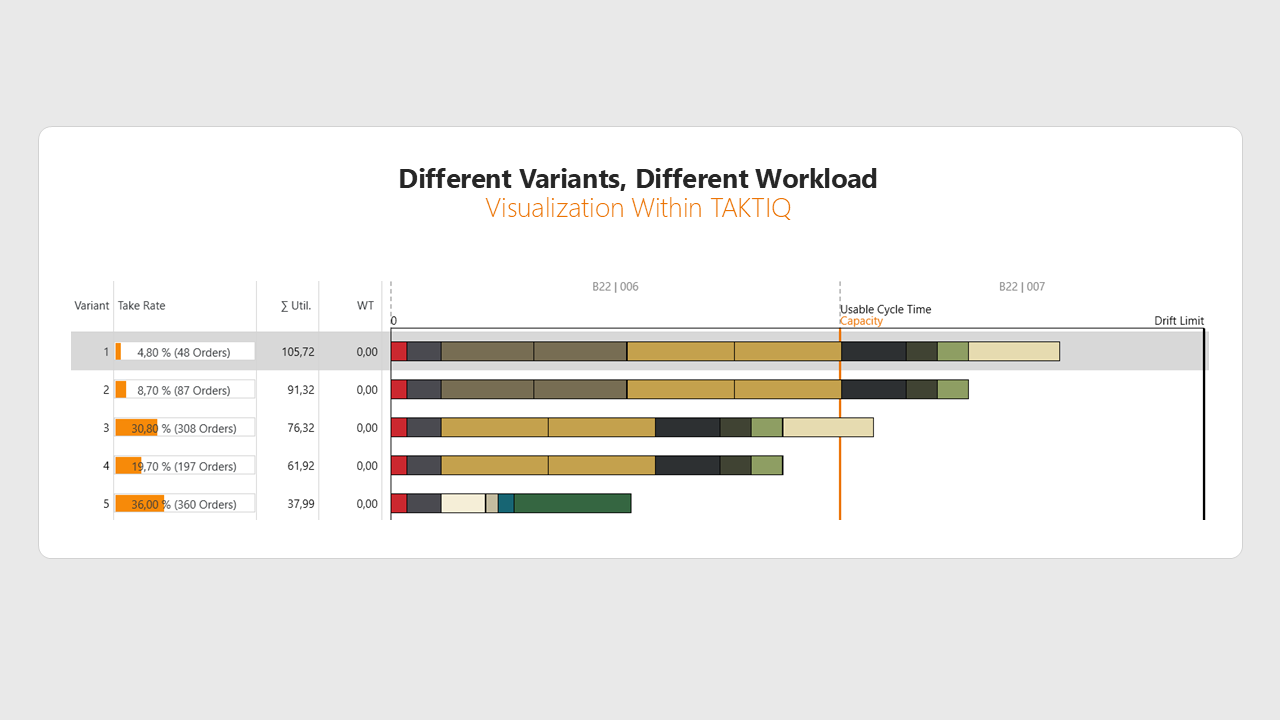
These overloads are not a sign of a lack of capacity. They show that the work content for the different variants and the resulting workloads are not optimally distributed. The available cycle time is then not sufficient for the situation, although the average utilization does not appear to be critical. The line gets out of sync because the line balancing does not sufficiently take into account the variant mix of the order program.
Effective line balancing must therefore not only take into account the mix of variants, but also possible sequences of variants. The aim is to distribute work content in such a way that workload peaks remain limited and unfavorable sequences can also be processed within the cycle. Without this perspective, production stability remains random and dependent on the current sequence.
Time Spread Makes Capacity Problems Visible
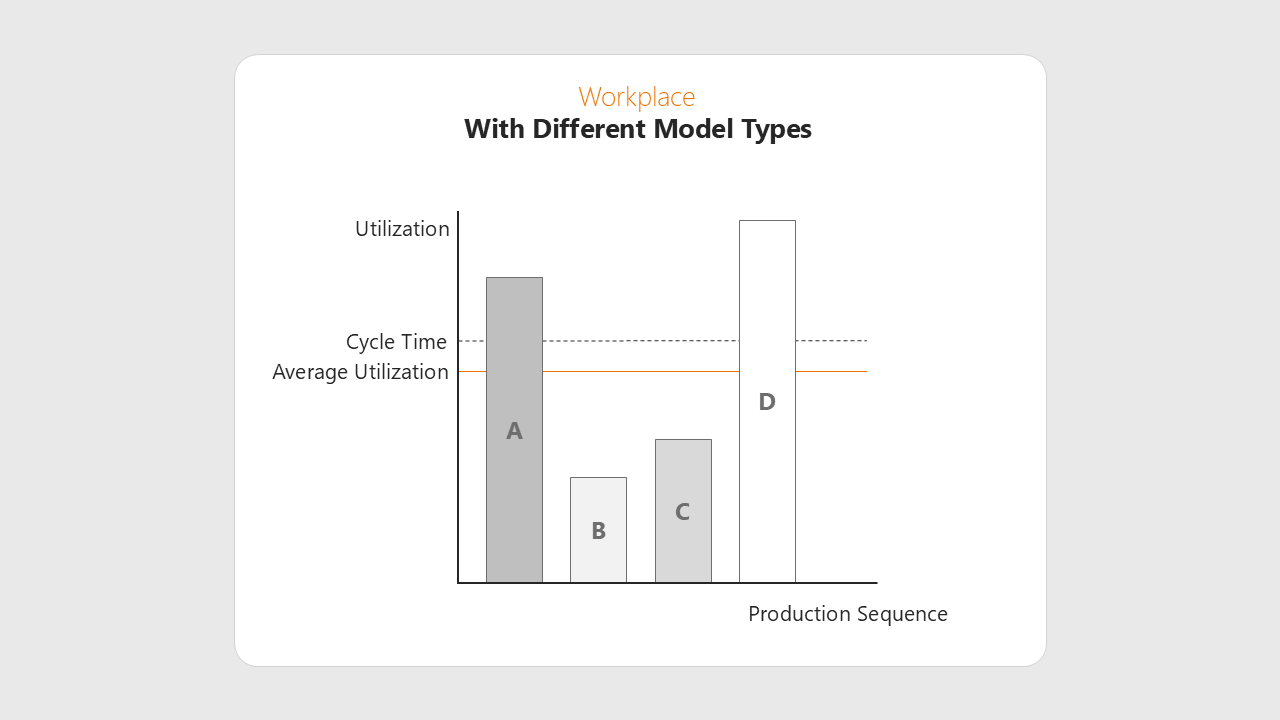
Time overload does not occur uniformly, but rather selectively. This is precisely why it cannot be adequately assessed using average values. In order to realistically capture the effect of variant sequences and line balancing, a parameter is needed that reflects these temporal dynamics. This role is played by the time spread.
Time spread describes the range of stresses actually occurring at a workplace. It shows how much the processing times of individual orders differ from one another. While the average workload only provides an average value, the time spread makes it clear how far individual workloads fluctuate upwards or downwards.
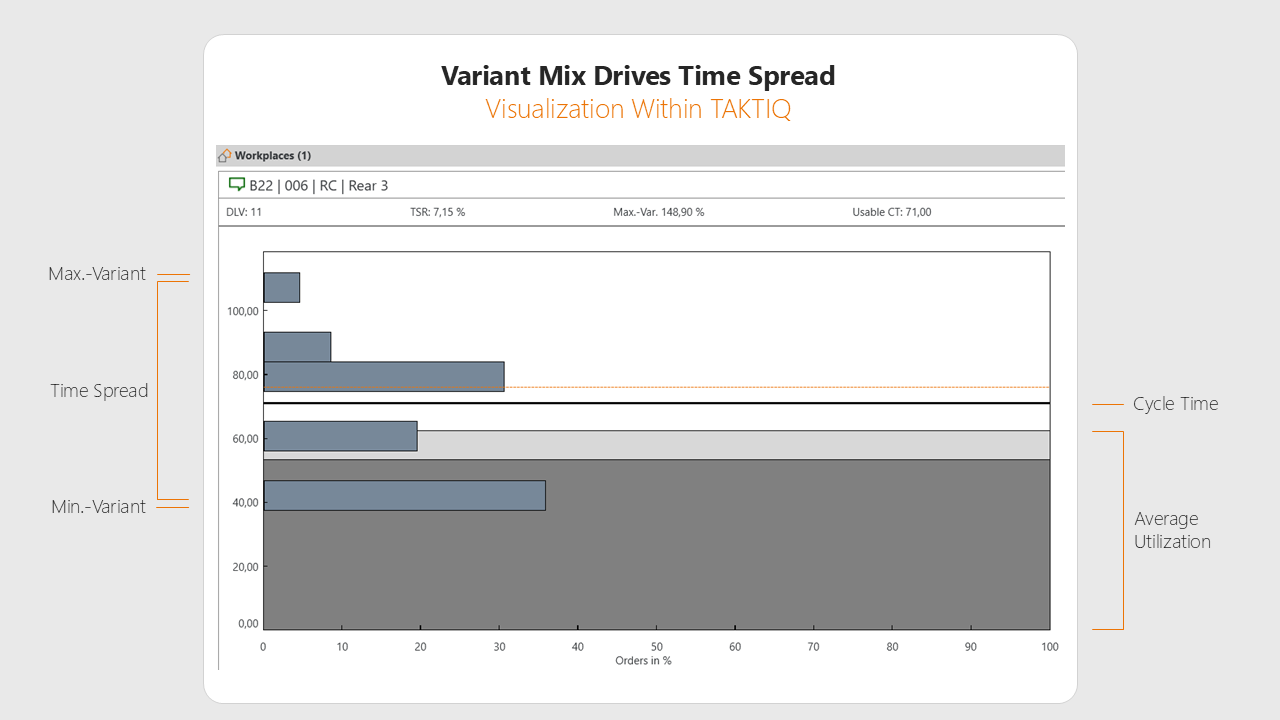
This view is crucial for assessing production stability. A workstation can be well below the cycle time on average and still be regularly overloaded. This is caused by individual variants or sequences of variants with high time requirements. A high time spread indicates that such load peaks occur and can no longer be absorbed in the cycle.
Time spread is therefore not an efficiency parameter, but a stability indicator. It shows whether the available capacity is used in a manageable way over time or whether line balancing and variant sequences lead to recurring overloads. Only when this spread is limited can the line run smoothly even with a changing program of variants.
Bottlenecks Are Situations, Not Workplaces
In many production systems, the bottleneck is seen as a fixed workstation. Accordingly, analyses and optimizations focus on individual stations that are permanently considered critical. In variant-rich series production, however, this understanding is often misleading.
Overload does not occur permanently at certain workplaces, but rather depending on the situation. They are triggered by specific variants, tasks and their chronological sequence. The bottleneck is therefore not a place, but a state. It can occur at different workplaces, depending on which variant sequence is currently being produced.
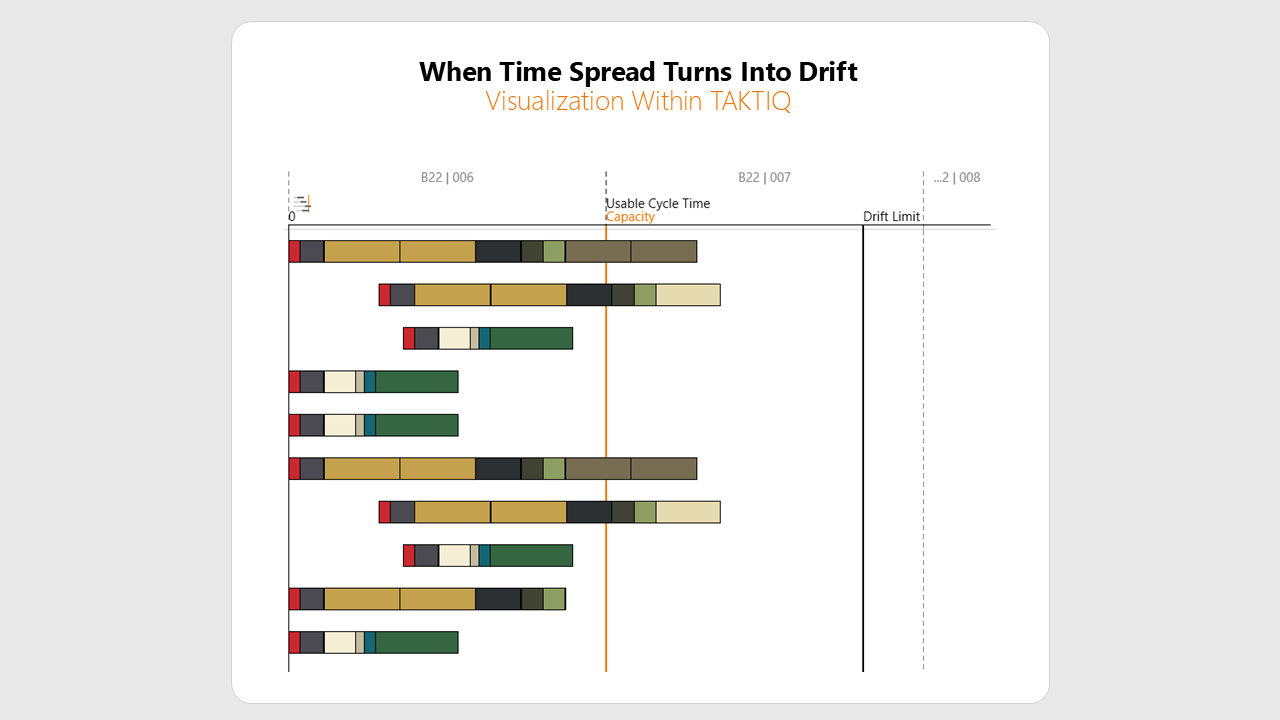
If the bottleneck is nevertheless defined as stationary, local optimizations occur without a lasting effect. Individual workplaces are relieved, while overload situations occur again elsewhere. The overall throughput of the line does not change as a result. The actual problem, short-term cycle time overruns due to variant sequences, remains.
Effective capacity management therefore requires a situation-based view of bottlenecks. The decisive factor is not which workplaces is theoretically the busiest, but when and under what conditions the available capacity is exceeded. Only this perspective makes it possible to recognize and effectively avoid overloads.
TAKTIQ
Line balancing rethought
All information about TAKTIQ at a glance. Download the overview now, discover the benefits and get started.

Frequently Asked Questions About Production Planning
Capacity describes the structurally available output of a line, defined by cycle time, workplaces and workers. It is constant as long as these framework conditions remain unchanged. Utilization describes the extent to which this capacity is actually used over time. In multi-variant series production, utilization fluctuates significantly even though capacity remains the same.
Average values smooth out time load peaks. They do not show when individual orders or sequences of variants exceed the available time. Overloads only become visible when they have already led to drift, delays or additional personnel deployment. The time distribution is decisive for stable production, not the mean value.
Line balancing determines how work content is distributed to workplaces so that it remains manageable within the cycle time. It determines whether available capacity can be utilized over time. Without suitable line balancing, sufficient capacity can be practically ineffective. Line balancing is therefore a central component of effective capacity management.
Time spread describes the range of stresses actually occurring at a workplace. It shows how much individual jobs deviate from the average. A high time spread indicates load peaks that can no longer be absorbed in the cycle. It is an indicator of stability, not efficiency.
In variant-rich series production, bottlenecks arise depending on the situation. They are triggered by specific variant sequences and work content and can occur at different workplaces. A stationary understanding of bottlenecks leads to local optimizations without a lasting effect. The decisive factor is when and under what conditions capacity is exceeded.


Many assembly lines are formally considered to be "in cycle" and yet fail to meet their stability targets. The planned number of units is only achieved with additional effort. Jumpers are regularly deployed, rework occurs outside the line and minor disruptions escalate quickly.
Learn More