Kapazitätsmanagement in variantenreicher Serienfertigung
Warum Kapazitätsmanagement in variantenreicher Serienfertigung scheitert
Kapazitätsmanagement gilt in vielen Serienfertigungen als etabliert. Taktzeit, Anzahl der Arbeitsplätze und das Schichtmodell sind definiert und rechnerisch stimmig. In variantenreicher Serienfertigung zeigt sich jedoch, dass diese Sichtweise allein nicht ausreicht, um Produktionsstabilität sicherzustellen.
Ein zentrales Problem liegt in der Bewertung von Auslastung über Durchschnittswerte. Unterschiedliche Varianten verursachen stark unterschiedliche Arbeitszeiten. Diese Unterschiede werden in Mittelwerten geglättet und bleiben in der Planung unberücksichtigt. In der Folge entstehen Überlastungssituationen, obwohl die Linie rechnerisch freie Kapazität aufweist. Freie Kapazität existiert in diesen Fällen ausschließlich in der Durchschnittsbetrachtung.
Hinzu kommt der hohe manuelle Planungsaufwand. Änderungen im Variantenmix, neue Arbeitsvorgänge oder angepasste Bauraten erfordern regelmäßige Eingriffe in die Planung. In der Praxis werden diese Anpassungen häufig vereinfacht oder verzögert umgesetzt. Das führt zu instabilen Linien, zunehmender Zeitstreuung und einem wachsenden Bedarf an Unterstützerpersonal.
Ein weiterer Grund für das Scheitern vieler Ansätze ist die fehlende saubere Abgrenzung zwischen Kapazitäts- und Engpassbetrachtung. Engpässe werden häufig als feste Arbeitsplätze verstanden. In der variantenreichen Serienfertigung treten Überlastungen jedoch situativ auf und wechseln abhängig von Produkt und Auftragslage. Werden Engpässe dennoch stationär betrachtet, entstehen lokale Optimierungen ohne Wirkung auf den Gesamtdurchsatz.

Kapazitätsmanagement: Kapazität und Auslastung sauber trennen
In der variantenreichen Serienfertigung ist eine saubere begriffliche Trennung zwischen Kapazität und Auslastung zwingend erforderlich. In der Praxis werden beide Begriffe jedoch häufig gleichgesetzt oder unscharf verwendet. Diese Unschärfe führt zu Fehlinterpretationen in der Planung und erschwert eine realistische Bewertung der Produktionssituation.
Die Kapazität einer Montagelinie ist eine feste Größe. Sie ergibt sich aus strukturellen Rahmenbedingungen wie Taktzeit, Anzahl der Arbeitsplätze, Werkerbesetzung und Schichtmodell. Solange diese Parameter unverändert bleiben, ändert sich auch die Kapazität der Linie nicht. Sie stellt den zeitlichen Rahmen dar, innerhalb dessen Arbeit abgewickelt werden kann.
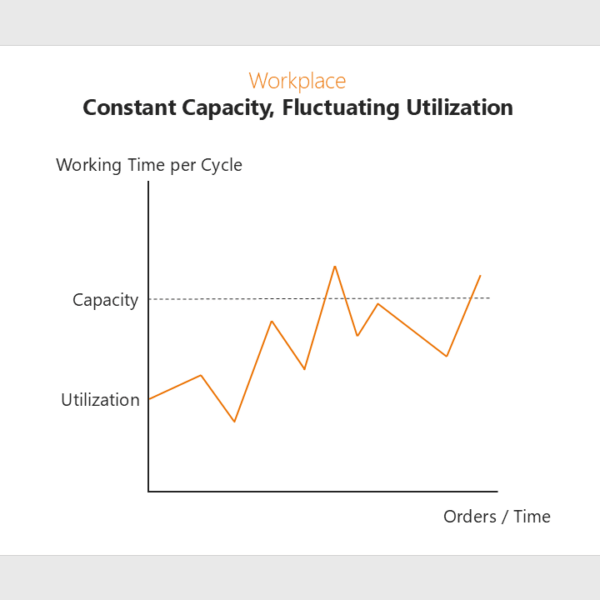
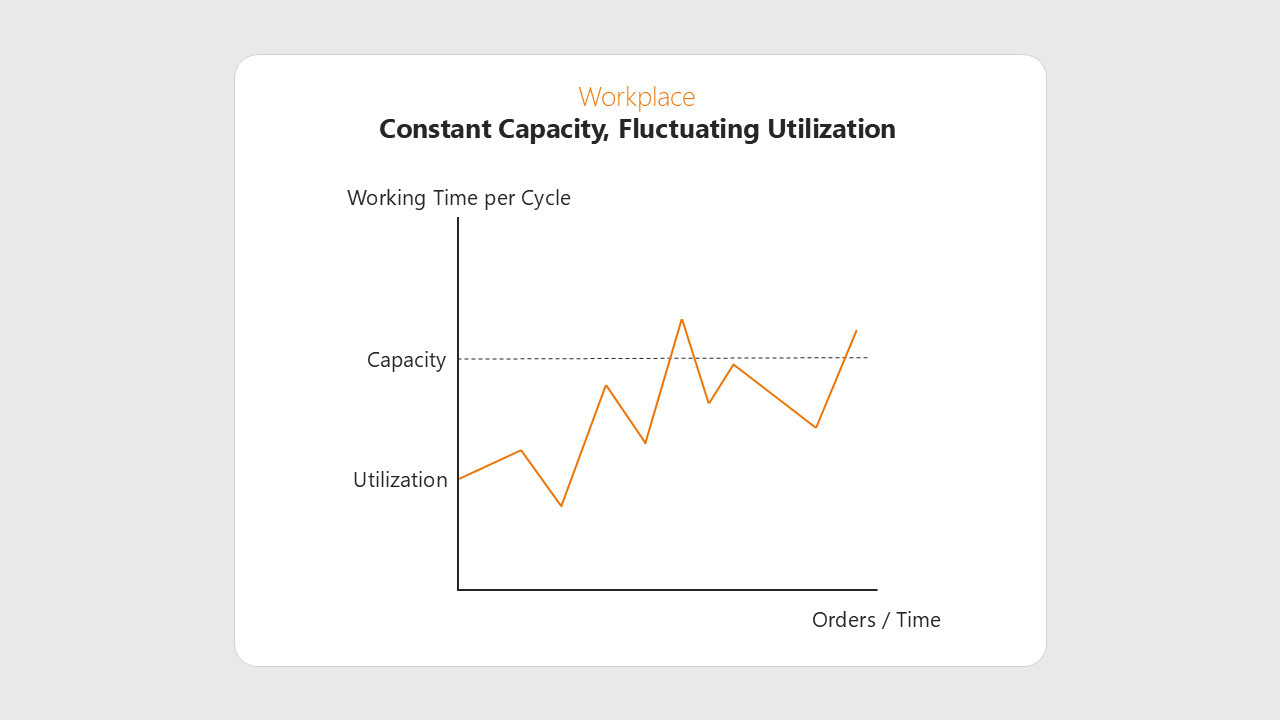
Davon klar zu unterscheiden ist die Auslastung. Sie beschreibt, wie stark diese vorhandene Kapazität tatsächlich beansprucht wird. In der variantenreichen Serienfertigung schwankt die Auslastung im Zeitverlauf erheblich, da unterschiedliche Varianten unterschiedliche Arbeitsinhalte und Bearbeitungszeiten mit sich bringen. Diese Schwankungen entstehen unabhängig von der definierten Kapazität und sind ein Ergebnis des realen Produktionsprogramms.
Für ein wirksames Kapazitätsmanagement ist diese Unterscheidung entscheidend. Probleme entstehen, wenn Auslastungsschwankungen als Kapazitätsproblem interpretiert werden. In solchen Fällen wird versucht, strukturelle Maßnahmen abzuleiten, obwohl die Ursache in der zeitlich ungleichmäßigen Beanspruchung liegt. Die Folge sind falsche Schlussfolgerungen, etwa der Eindruck fehlender Kapazität trotz rechnerisch ausreichender Ressourcen.
Warum fehlende Austaktung zu instabilen Variantenfolgen führt
In der variantenreichen Serienfertigung entsteht Produktionsinstabilität häufig nicht durch den Variantenmix an sich, sondern durch eine unzureichende Austaktung der Arbeitsinhalte. Austaktung beschreibt, wie Arbeitsvorgänge so auf Arbeitsplätze verteilt werden, dass sie innerhalb des Taktes auch bei wechselnden Varianten beherrschbar bleiben.
In der Praxis wird die Belastung einer Linie jedoch häufig ohne ausreichende Berücksichtigung der Austaktung bewertet. Variantenanteile werden aggregiert betrachtet, während die Zuordnung der Arbeitsinhalte zu den Arbeitsplätzen unverändert bleibt. Dadurch kann es zu Situationen kommen, in denen mehrere arbeitsintensive Varianten zeitlich direkt aufeinanderfolgen und einzelne Arbeitsplätze kurzfristig überlastet werden.
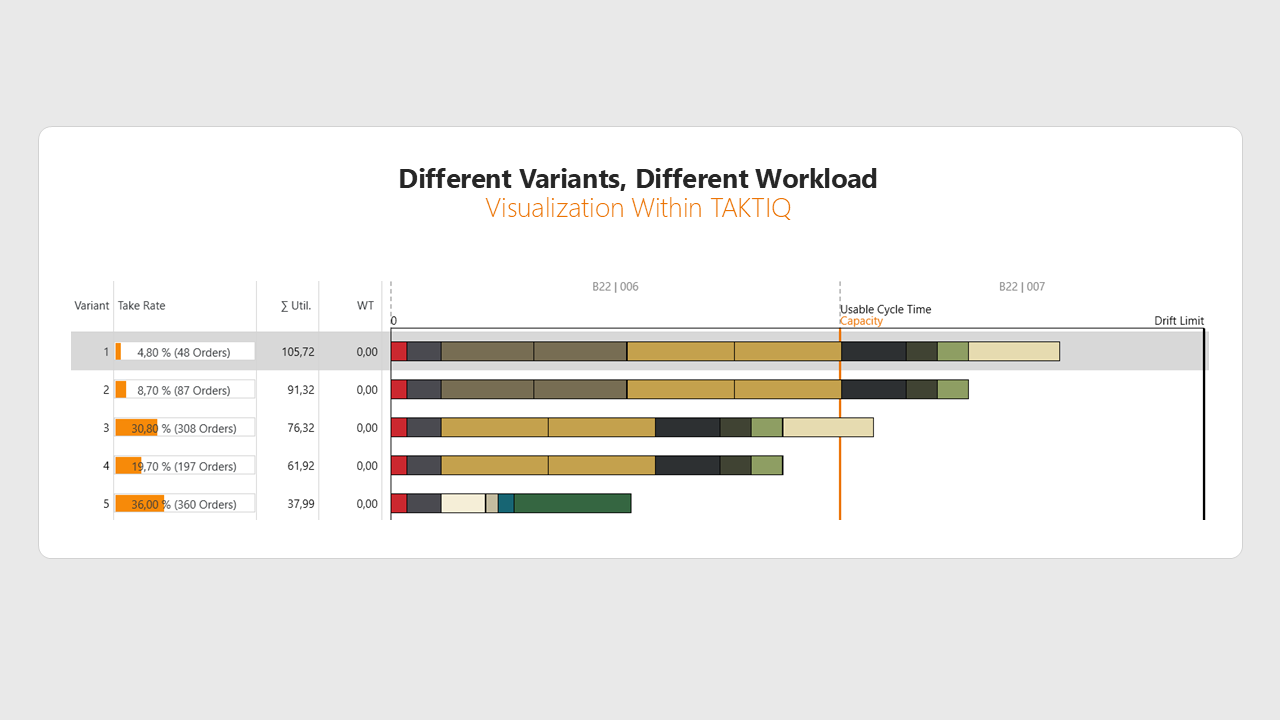
Diese Überlastungen sind kein Zeichen fehlender Kapazität. Sie zeigen, dass die Arbeitsinhalte für die unterschiedlichen Varianten und die daraus resultierenden Auslastungen nicht optimal verteilt sind. Die verfügbare Taktzeit reicht dann situativ nicht aus, obwohl die durchschnittliche Auslastung unkritisch erscheint. Die Linie gerät aus dem Takt, weil die Austaktung den Variantenmix des Auftragsprogramms nicht ausreichend berücksichtigt.
Eine wirksame Austaktung muss deshalb nicht nur den Variantenmix, sondern auch mögliche Variantenfolgen einbeziehen. Ziel ist es, Arbeitsinhalte so zu verteilen, dass Belastungsspitzen begrenzt bleiben und auch ungünstige Reihenfolgen innerhalb des Taktes abgearbeitet werden können. Ohne diese Perspektive bleibt Produktionsstabilität zufällig und abhängig von der aktuellen Sequenz.
Zeitspreizung macht Kapazitätsprobleme sichtbar
Zeitliche Überlastung entsteht nicht gleichmäßig, sondern punktuell. Genau deshalb lässt sie sich mit Durchschnittswerten nur unzureichend bewerten. Um die Wirkung von Variantenfolgen und Austaktung realistisch zu erfassen, braucht es eine Kenngröße, die diese zeitliche Dynamik abbildet. Diese Rolle übernimmt die Zeitspreizung.
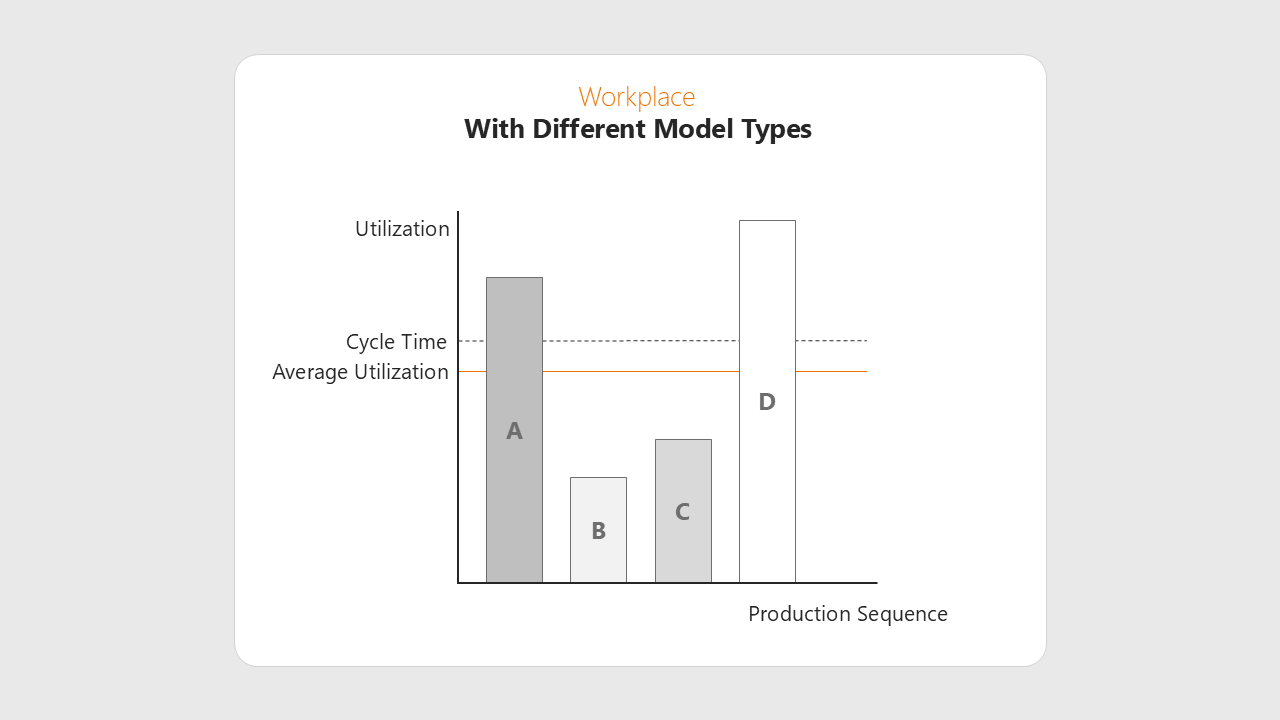
Zeitspreizung beschreibt die Bandbreite der tatsächlich auftretenden Belastungen an einem Arbeitsplatz. Sie zeigt, wie stark die Bearbeitungszeiten einzelner Aufträge voneinander abweichen. Während die Durchschnittsauslastung nur einen Mittelwert liefert, macht die Zeitspreizung sichtbar, wie weit einzelne Belastungen nach oben oder unten ausschlagen.
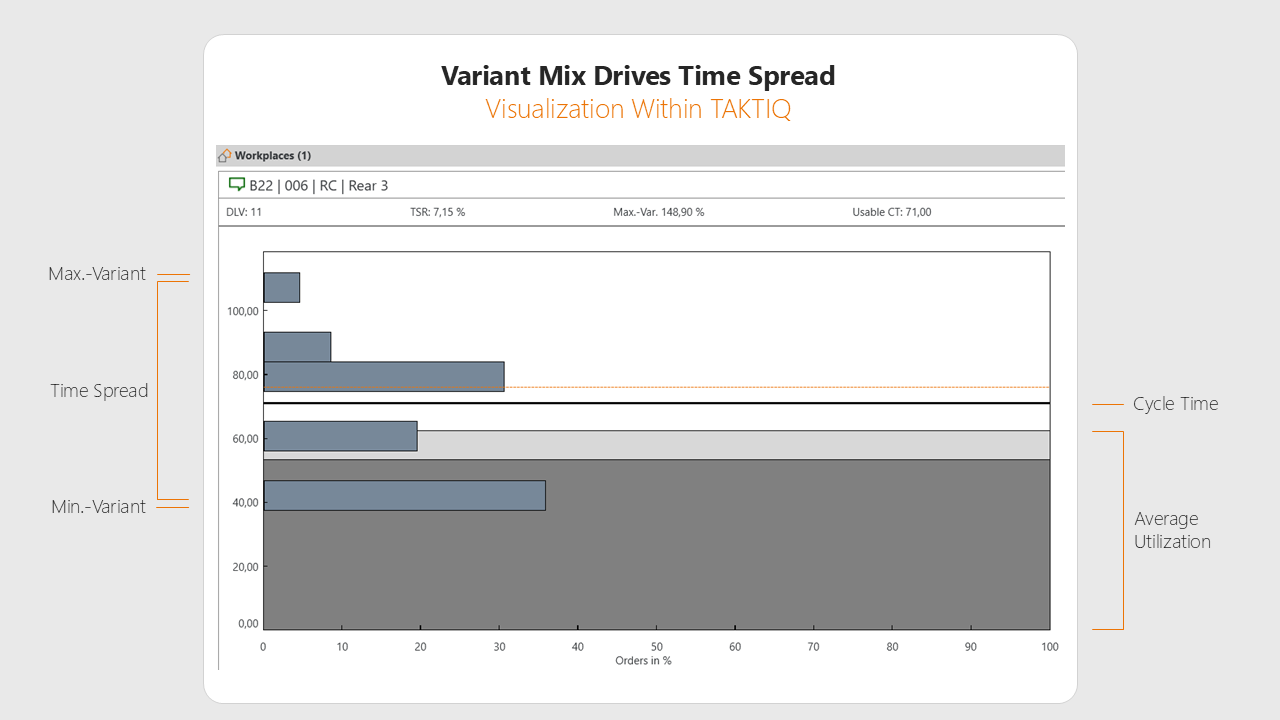
Für die Beurteilung von Produktionsstabilität ist diese Sicht entscheidend. Ein Arbeitsplatz kann im Durchschnitt deutlich unterhalb der Taktzeit liegen und dennoch regelmäßig überlastet sein. Ursache sind einzelne Varianten oder Variantenfolgen mit hohem Zeitbedarf. Eine hohe Zeitspreizung weist darauf hin, dass solche Belastungsspitzen auftreten und im Takt nicht mehr aufgefangen werden können.
Zeitspreizung ist damit kein Effizienzkennwert, sondern ein Stabilitätsindikator. Sie zeigt, ob die vorhandene Kapazität im Zeitverlauf beherrschbar genutzt wird oder ob Austaktung und Variantenfolgen zu wiederkehrenden Überlastungen führen. Erst wenn diese Spreizung begrenzt ist, kann die Linie auch bei wechselndem Variantenprogramm ruhig laufen.
Engpässe sind Situationen, keine Arbeitsplätze
In vielen Produktionssystemen wird der Engpass als fester Arbeitsplatz verstanden. Entsprechend konzentrieren sich Analysen und Optimierungen auf einzelne Stationen, die dauerhaft als kritisch gelten. In der variantenreichen Serienfertigung führt dieses Verständnis jedoch häufig in die Irre.
Überlastungen entstehen hier nicht dauerhaft an bestimmten Arbeitsplätzen, sondern situationsabhängig. Sie werden ausgelöst durch konkrete Varianten, Arbeitsinhalte und deren zeitliche Abfolge. Der Engpass ist damit kein Ort, sondern ein Zustand. Er kann an unterschiedlichen Arbeitsplätzen auftreten, abhängig davon, welche Variantenfolge gerade produziert wird.
Wird der Engpass dennoch stationär definiert, entstehen lokale Optimierungen ohne nachhaltige Wirkung. Einzelne Arbeitsplätze werden entlastet, während Überlastungssituationen an anderer Stelle wieder auftreten. Der Gesamtdurchsatz der Linie verändert sich dadurch nicht. Das eigentliche Problem, kurzfristige Überschreitung der Taktzeit durch Variantenfolgen, bleibt bestehen.
Für ein wirksames Kapazitätsmanagement ist daher eine situationsbezogene Engpasssicht erforderlich. Entscheidend ist nicht, welcher Arbeitsplatz theoretisch am stärksten ausgelastet ist, sondern wann und unter welchen Bedingungen die verfügbare Kapazität überschritten wird. Erst diese Perspektive ermöglicht es, Überlastungen gezielt zu erkennen und wirksam zu vermeiden.
TAKTIQ
Austaktung neu gedacht.
Alle Informationen zu TAKTIQ auf einen Blick. Jetzt Übersicht herunterladen, Vorteile entdecken und durchstarten.

Häufige Fragen zum Thema Produktionsplanung
Kapazität beschreibt die strukturell verfügbare Leistung einer Linie, definiert durch Taktzeit, Arbeitsplätze und Werker. Sie ist konstant, solange diese Rahmenbedingungen unverändert bleiben. Auslastung beschreibt, wie stark diese Kapazität im Zeitverlauf tatsächlich beansprucht wird. In variantenreicher Serienfertigung schwankt die Auslastung deutlich, obwohl die Kapazität gleich bleibt.
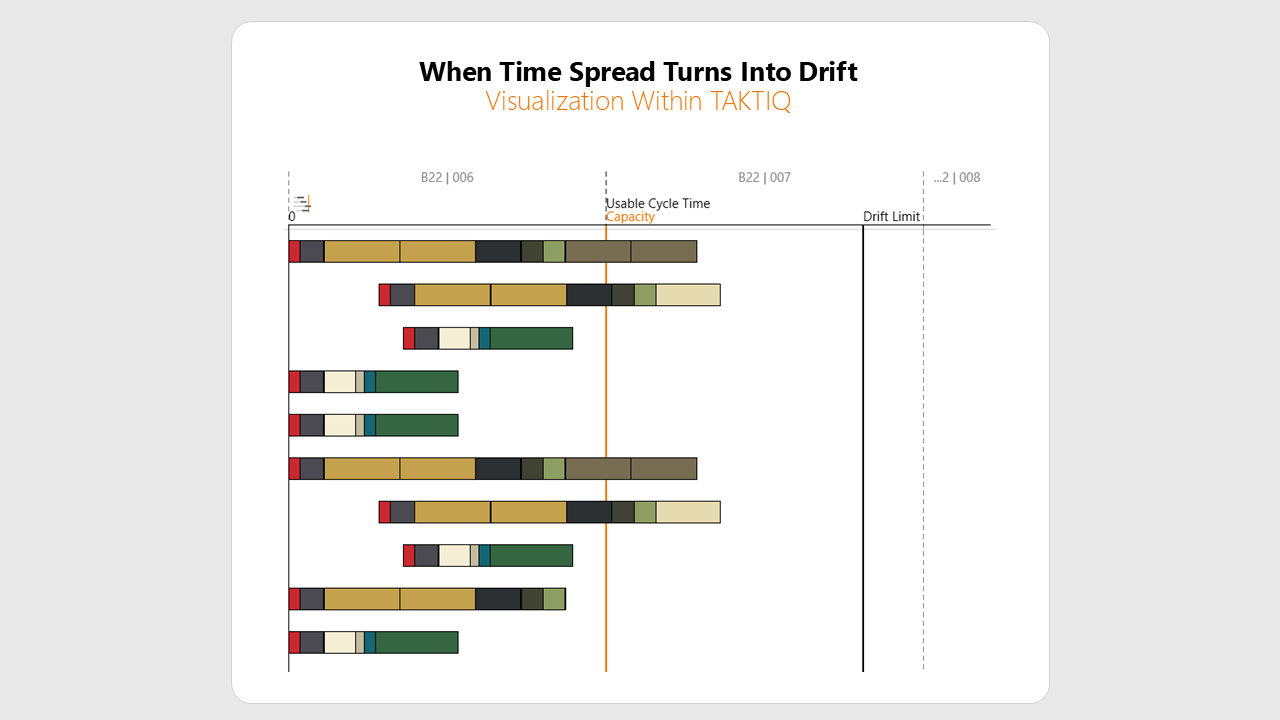
Durchschnittswerte glätten zeitliche Belastungsspitzen. Sie zeigen nicht, wann einzelne Aufträge oder Variantenfolgen die verfügbare Zeit überschreiten. Überlastungen werden dadurch erst sichtbar, wenn sie bereits zu Drift, Verzögerungen oder zusätzlichem Personaleinsatz geführt haben. Für stabile Produktion ist die zeitliche Verteilung entscheidend, nicht der Mittelwert.
Austaktung bestimmt, wie Arbeitsinhalte auf Arbeitsplätze verteilt werden, sodass sie innerhalb der Taktzeit beherrschbar bleiben. Sie entscheidet darüber, ob vorhandene Kapazität im Zeitverlauf nutzbar ist. Ohne geeignete Austaktung kann rechnerisch ausreichende Kapazität praktisch wirkungslos sein. Austaktung ist damit ein zentraler Bestandteil wirksamen Kapazitätsmanagements.
Zeitspreizung beschreibt die Bandbreite der tatsächlich auftretenden Belastungen an einem Arbeitsplatz. Sie zeigt, wie stark einzelne Aufträge vom Durchschnitt abweichen. Eine hohe Zeitspreizung weist auf Belastungsspitzen hin, die im Takt nicht mehr aufgefangen werden können. Sie ist ein Indikator für Stabilität, nicht für Effizienz.
In variantenreicher Serienfertigung entstehen Engpässe situationsabhängig. Sie werden durch konkrete Variantenfolgen und Arbeitsinhalte ausgelöst und können an unterschiedlichen Arbeitsplätzen auftreten. Ein stationäres Engpassverständnis führt zu lokalen Optimierungen ohne nachhaltige Wirkung. Entscheidend ist, wann und unter welchen Bedingungen die Kapazität überschritten wird.


Viele Montagelinien gelten formal als „im Takt“ und verfehlen dennoch ihre Stabilitätsziele. Die geplante Stückzahl wird nur mit Zusatzaufwand erreicht. Springer sind regelmäßig im Einsatz, Nacharbeit entsteht außerhalb der Linie, kleine Störungen eskalieren schnell.
Mehr erfahren