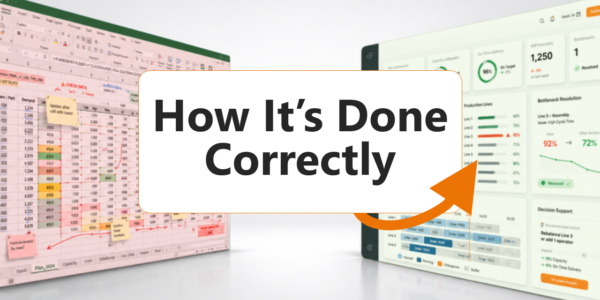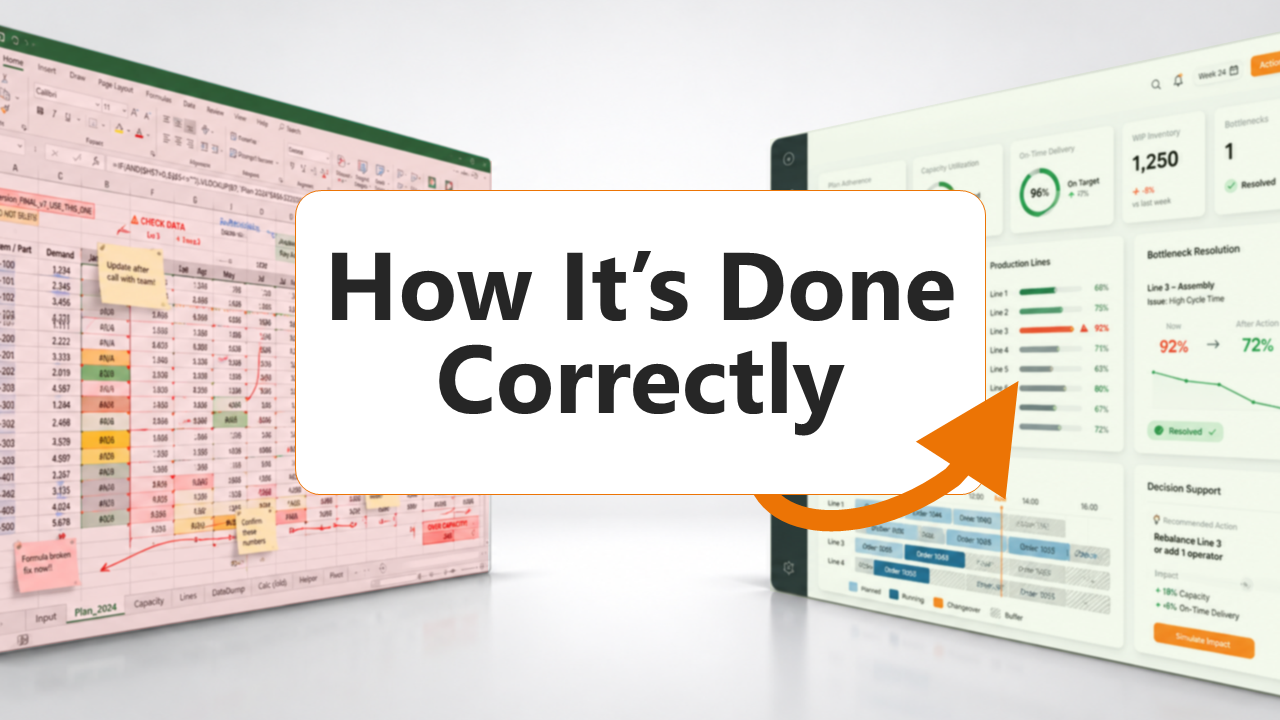
通过分析推导装配中的顺序规则
若想确保一条工种繁多的装配线稳定运行,就必须制定工序顺序规则。然而,这些规则的制定方式,将决定它们究竟是真正起到了帮助作用,还是仅仅沦为管理负担。传统的方式是听从最强势的工头。而更好的方式则是依托数据。
为什么顺序规则在混合模型装配中不可或缺
在混合车型装配线上,每款产品虽然工序内容各不相同,但都会依次经过同一条生产线。 相比基础车型,配备复杂特殊配置的车辆会给单个工位带来明显更大的负荷。如果没有针对性的控制,这种不均衡会导致负荷峰值、生产偏差问题,最坏的情况下甚至会导致生产线停机。
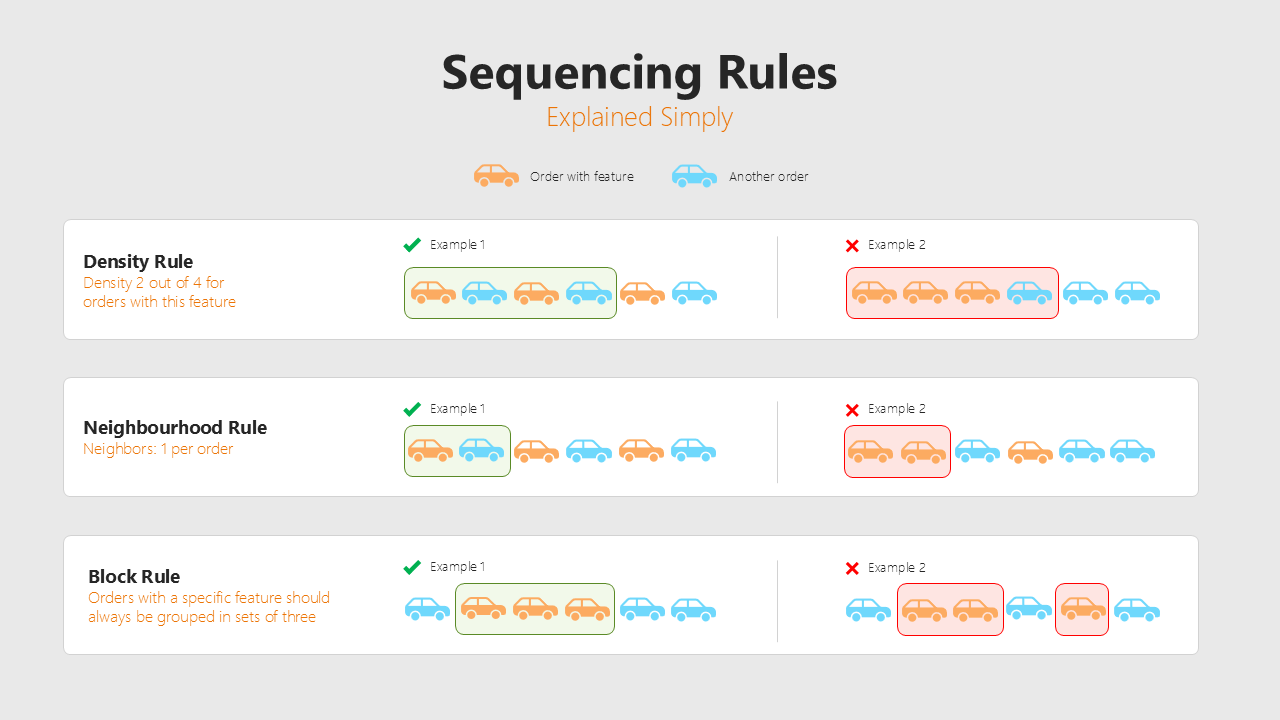
排程规则通过合理安排订单顺序来解决这一问题,使资源消耗较大的工种在生产期间内得到均匀分配。典型的规则类型包括:
- 诗歌规则(例如,连续三辆车中最多只能有一辆重型车型),旨在有针对性地消除高难度变体的难度
- 邻接规则,规定在复杂产品之后必须紧接着出现一个更简单的产品
- 将类似订单进行捆绑的批次规则,从而缩短换线时间
在此过程中,排序规则的范围远不止于运营层面的精细排序。 它们将装配过程中的物理和组织限制(例如:节拍时间超限、有限的偏移余地、工装可用性)转化为具体且可验证的规范:生产线能够处理哪些变体组合?稳定运行与过载之间的界限在哪里?
这会对上游规划产生直接影响。顺序规则不仅是精细排程的工具,对于生产计划等上游规划步骤也至关重要。它们明确界定了最大比例和分配要求。 例如,一条规定每3辆连续车辆中最多包含1辆的密度规则,将导致每日、每周及每月层面的组装率上限为33%。否则,可能会出现过多关键订单被过早纳入计划的情况,导致后期无法再找到有效或稳定的排序方案。
因此,排序规则能够有效防止在较长的计划周期内出现装配产能超额预订的情况。 这些规则通过允许的变体分布(而非仅通过件数)间接量化产能,确保生产计划在结构上始终可排序,并避免瓶颈问题直到短期精细规划阶段才显现出来——届时几乎已无法进行调整。
总而言之,排序规则因此成为战略规划与运营排序之间的纽带:它们使装配产能能够尽早进行规划,并确保生产计划在实际执行中也能形成稳定且可执行的订单顺序。
如何通过分析推导出有效的排序规则
顺序规则的传统制定过程是被动的:出现瓶颈,班组长上报,随后制定一条规则。问题不仅在于这种被动性,还在于其不准确性。 手动制定的规则往往会影响比实际需要的更多订单,而且即使产品组合或生产节拍早已发生变化,这些规则也很少被重新审视。
分析法则采取了相反的途径:它主动根据装配过程的实际负荷曲线推导出规则。其出发点在于:只要已知加工时间、节拍时间、漂移限值和变体,就能精确计算出工位负荷。
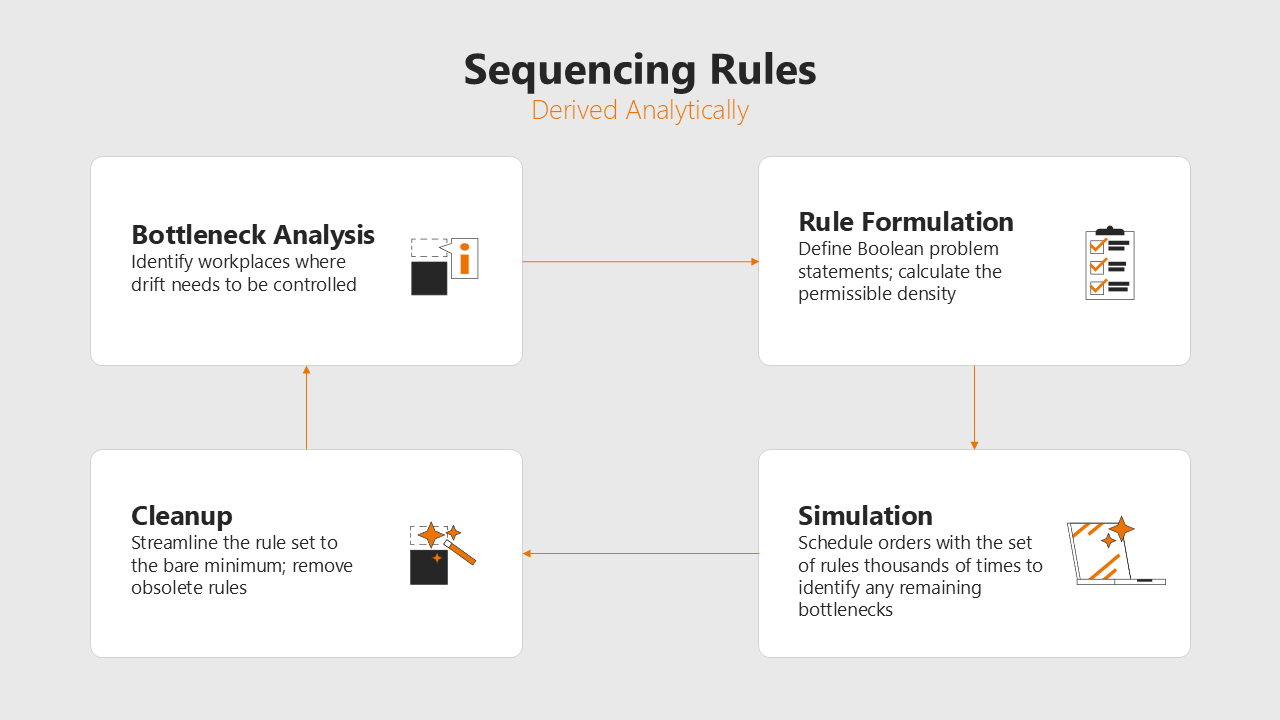
这并非一个一次性流程,而是一个循环过程,该循环会在每次迭代中不断优化规则集:从瓶颈分析、规则制定、基于模拟的验证,到数据清理,一旦产品组合或节拍发生变化,便会从该环节重新开始。
在此过程中,规则表述本身的准确性至关重要。例如,如果某个工作场所的实际问题在于“滑动式天窗”与“运动器材”的组合,那么规则就应精准针对这一具体情况,而非一概而论地将所有配备滑动式天窗的车辆都纳入其中。 规则范围过广会不必要地限制序列化的灵活性。

最终形成了一套简明而有效的规则体系,它真正只对必须管控的内容进行管控,且经证实能够切实遵守。
分析性规则推导具体能带来哪些好处
与传统方法相比,其差异体现在多个方面:
全面、中立地考虑所有工作岗位
通常情况下,规则是在有人喊得足够响亮时产生的。这导致强势的声音占据主导地位,而其他瓶颈问题则被忽视,甚至那些实际上已变得多余的规则也无人质疑。 分析法将所有工作岗位一视同仁,从而产生一个全局最优解,而不是一堆历史演变而来的个别利益的集合。
更精确的规则定义,为序列化留出更多灵活性
由于该规则是专门针对真正造成瓶颈的任务量身定制的,因此在规划其他规则时留有更大的灵活性。这不仅减少了规则的总数,还显著提高了程序的可排序性。
确保这套规则能够协同运作
只有当一套规则被证实能够得到遵守时,它才能发挥其真正的价值。因此,在该方法中,会使用不同的订单程序对排程进行成千上万次的模拟。这样就能预先验证:生产控制系统在日常运营中确实能够遵守这些规则,而无需根据具体情况进行干预。 只有这样,装配线才能依赖这些规则,并在节拍和任务分配方面真正实现效率优势。
未遵守规定时的明确后果
该方法能够预先分析违反特定规则时会发生什么情况。人们不仅能知道偏差会引发问题,还能准确定位问题所在:哪些环节需要支持,哪些环节可能出现质量问题。这为做出明智的决策奠定了坚实的基础。
显著缓解了瓶颈问题
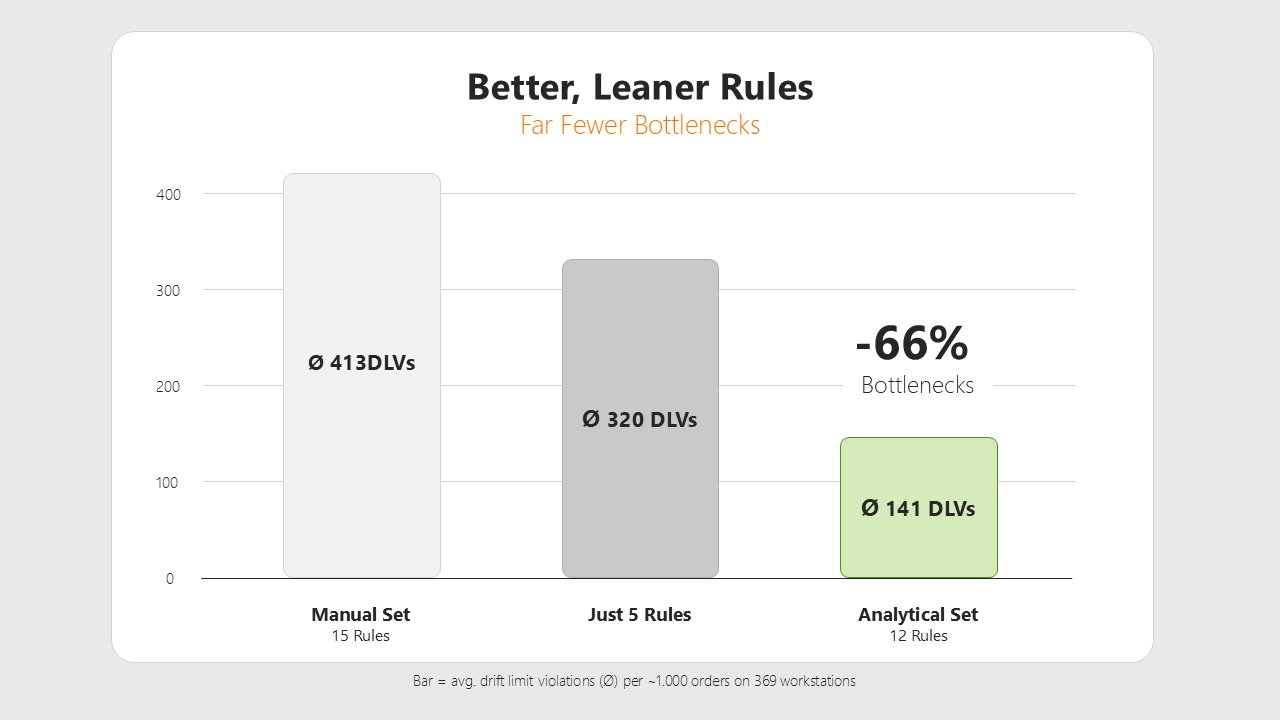
与手动创建的规则集相比,分析法得出了一个明确的结果:即使采用更精简的规则集,也能避免50%至70%的瓶颈。这并非理论值,而是在实践中可测量的效果。
工序顺序规则并非管理工具。它是一种核心的规划成果,将装配的效能转化为具体的控制规范。 通过分析推导出这些规则,不仅能获得一套更稳健的规则体系,还能深刻理解自身生产线真正达到极限的位置,以及距离该极限还有多远。
有关生产规划的常见问题
如果一天内安排了过多的高负荷工种,就无法为该生产计划找到稳定的执行顺序。个别工位会长期超负荷运转,工人的偏移量超过允许限值,最坏的情况下甚至会导致生产线停机。 这个问题在短期精细计划阶段才会显现,届时几乎已无法进行调整。而早已嵌入生产计划中的顺序规则,正是为了防止这种情况的发生。
传统的制定过程是反应式的:一位工长报告了瓶颈问题,随后便制定了一条规则。由于未对瓶颈的根本原因进行分析,这种做法往往导致受限的订单数量超过实际必要范围。 此外,即使产品组合或生产节拍早已发生变化,这些规则也很少被重新审视。其结果是规则体系臃肿,不必要地限制了任务排序的灵活性。
在同时存在多条排序规则且产品组合经常变化的情况下,分析法是值得采用的。 如果只需管理寥寥几条规则,且产品组合相对稳定,仅凭经验知识也能取得不错的效果。但一旦出现规则冲突、尽管已有规则却仍反复出现瓶颈,或者无人确切知晓某条规则存在的真正原因时,分析法显然更具优势。