Dériver analytiquement les règles de séquence dans l’assemblage
Si l’on souhaite assurer la stabilité d’une chaîne de montage aux processus variés, on ne peut pas se passer de règles de séquencement. Mais la manière dont ces règles sont élaborées détermine si elles sont réellement utiles ou si elles ne font que l’objet d’une simple gestion. La méthode classique passe par le contremaître le plus autoritaire. La meilleure méthode repose sur les données.
Pourquoi les règles de séquencement sont indispensables dans l’assemblage en modèle mixte
Dans le montage en modèle mixte, les produits défilent les uns après les autres sur la même ligne, chacun nécessitant un volume de travail différent. Un véhicule doté d’équipements optionnels complexes sollicite nettement davantage certaines stations qu’un modèle de base. Sans contrôle ciblé, cette disparité entraîne des pics de surcharge, des problèmes de dérive et, dans le pire des cas, l’arrêt de la chaîne de montage.
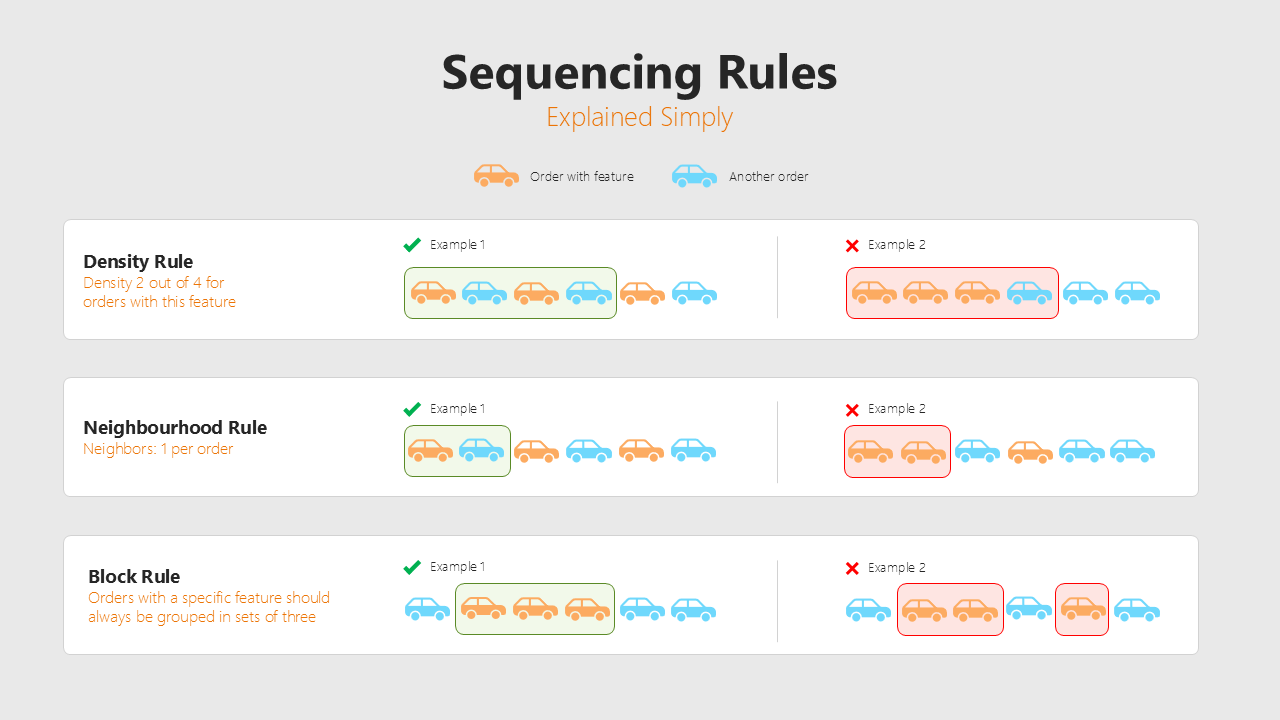
Les règles de séquencement permettent de résoudre ce problème en structurant la séquence des ordres de manière à répartir uniformément les variantes les plus exigeantes en termes de charge de travail sur toute la durée de production. Voici quelques types de règles courants :
- Des règles de composition (par exemple, un seul modèle lourd au maximum parmi trois véhicules consécutifs) qui permettent de répartir de manière ciblée les variantes les plus exigeantes
- Règles de voisinage stipulant qu’un produit complexe doit être immédiatement suivi d’un produit plus simple
- Des règles de regroupement qui regroupent les commandes similaires et réduisent ainsi les temps de changement de ligne
À cet égard, les règles d’ordre de montage vont bien au-delà de la séquence opérationnelle détaillée. Elles traduisent les contraintes physiques et organisationnelles de l’assemblage (par exemple, les dépassements de temps de cycle, les possibilités limitées de dérive, la disponibilité des outils) en spécifications concrètes et vérifiables : quelles combinaisons de variantes la ligne est-elle capable de gérer ? Où se situe la limite entre un fonctionnement stable et une surcharge ?
Cela a des conséquences directes sur la planification en amont. Les règles de séquencement ne constituent pas seulement un outil de séquencement fin, mais sont également essentielles pour les étapes de planification en amont, telles que la planification du programme de production. Elles définissent des parts maximales claires et des exigences de répartition. Ainsi, une règle de densité prévoyant au maximum 1 véhicule sur 3 consécutifs conduit à un taux de production maximal de 33 % par jour, par semaine et par mois. Dans le cas contraire, il peut arriver que trop de commandes critiques soient planifiées trop tôt, ce qui empêche de trouver ultérieurement une séquence valide ou stable.
Ainsi, les règles de séquencement empêchent efficacement toute surcapacité de montage sur des horizons de planification à long terme. Elles quantifient la capacité de manière indirecte par le biais de répartitions admissibles des variantes plutôt que par le seul nombre de pièces, garantissent que le programme de production reste structurellement séquenceable et évitent que les goulots d’étranglement n’apparaissent qu’au stade de la planification détaillée à court terme, lorsqu’il n’est pratiquement plus possible d’y remédier.
En résumé, les règles de séquencement font ainsi le lien entre la planification stratégique et le séquencement opérationnel : elles permettent de planifier à l’avance la capacité de production de la chaîne de montage et garantissent que le programme de production se traduise concrètement par un ordre des commandes stable et réalisable.
Comment déduire analytiquement des règles d’ordre efficaces
Le processus classique d’élaboration d’une règle de séquencement est réactif : un goulot d’étranglement apparaît, un chef d’équipe le signale, une règle est mise en place. Le problème ne réside pas seulement dans cette réactivité, mais aussi dans le manque de précision. Les règles formulées manuellement s’appliquent souvent à plus de commandes que nécessaire et sont rarement remises en question, même lorsque la gamme de produits ou la cadence de production ont changé depuis longtemps.
La méthode analytique suit un raisonnement inverse : elle déduit de manière proactive des règles à partir des profils de charge réels de la chaîne de montage. Le point de départ est le constat selon lequel la charge d’un poste peut être calculée avec précision lorsque les temps d’usinage, le temps de cycle, les limites de dérive et les variantes sont connus.
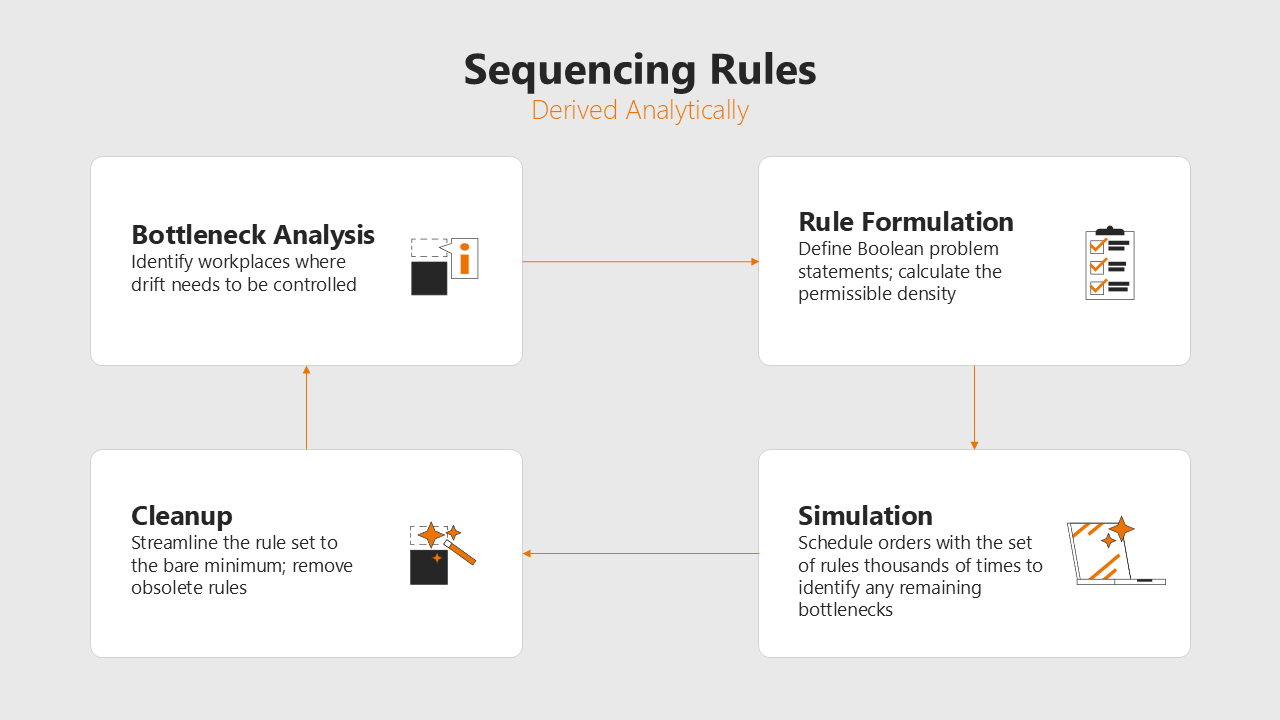
Il n’en résulte pas un processus ponctuel, mais un cycle qui affine l’ensemble des règles à chaque itération : de l’analyse des goulots d’étranglement à l’ajustement, en passant par la formulation des règles et la vérification par simulation, puis de nouveau au point de départ dès que la gamme de produits ou le cadencement changent.
La précision de la formulation de la règle elle-même constitue à cet égard une étape décisive. Si, par exemple, sur un lieu de travail, la combinaison d’un toit ouvrant coulissant et d’un équipement de sport constitue le véritable problème, la règle devrait viser précisément cette variante et non pas, de manière générale, tous les véhicules équipés d’un toit ouvrant coulissant. Une règle trop générale limite inutilement la possibilité de séquencer les opérations.
„Une règle qui s’applique à 35 % des commandes, alors que seules 15 % d’entre elles posent problème, gaspille une marge de manœuvre en matière de séquencement. La précision dans la définition des règles n’est pas un simple atout, mais le levier décisif pour disposer d’un ensemble de règles contrôlable. “

Il en résulte un ensemble de règles concis et efficace, qui ne régit véritablement que ce qui doit l’être, et dont le respect peut être démontré.
Quels sont concrètement les avantages d’une dérivation analytique des règles ?
La différence par rapport à la méthode classique se manifeste à plusieurs niveaux :
Prise en compte exhaustive et impartiale de tous les emplois
En règle générale, les règles naissent là où quelqu’un s’exprime assez fort. Cela conduit à ce que les voix les plus affirmées dominent, tandis que d’autres goulots d’étranglement passent inaperçus et que personne ne remet plus en question des règles devenues en réalité superflues. La méthode analytique traite tous les postes de travail sur un pied d’égalité et aboutit à un optimum global plutôt qu’à un ensemble d’intérêts particuliers issus d’une évolution historique.
Une définition plus précise des règles, offrant une plus grande marge de manœuvre pour le séquençage
Comme la règle est adaptée précisément aux ordres qui constituent réellement un goulot d’étranglement, cela laisse une marge de manœuvre nettement plus grande pour la planification d’autres règles. Cela réduit le nombre total de règles et améliore sensiblement la séquenceabilité du programme.
S’assurer que l’ensemble de règles fonctionne de manière cohérente
Ce n’est que lorsqu’il est démontré qu’un ensemble de règles peut être respecté que celui-ci révèle sa véritable valeur. C’est pourquoi, dans le cadre de cette méthode, la planification est simulée des milliers de fois à l’aide de différents programmes de planification. Cela permet de vérifier au préalable que le système de pilotage de la production est effectivement capable de respecter les règles au quotidien et qu’il n’est pas contraint de les contourner en fonction de la situation. Ce n’est qu’alors que le service de montage peut se fier à ces règles et tirer pleinement parti des gains d’efficacité en termes de cadence et de répartition du travail.
„Une règle d’ordre qui ne peut être respectée dans la pratique n’est pas une règle, mais un vœu pieux. La simulation permet de s’assurer que l’ensemble de règles fonctionne non seulement sur le papier, mais qu’il reste également valable lorsque le programme de commande varie. “
Des conséquences claires en cas de non-respect
Cette méthode permet d’analyser à l’avance ce qui se passe lorsque certaines règles ne sont pas respectées. On sait non seulement qu’un écart pose problème, mais aussi où exactement : quelles étapes nécessitent un accompagnement, où des problèmes de qualité sont susceptibles d’apparaître. Cela constitue une base solide pour prendre des décisions en toute connaissance de cause.
Une réduction nettement plus importante des goulots d’étranglement
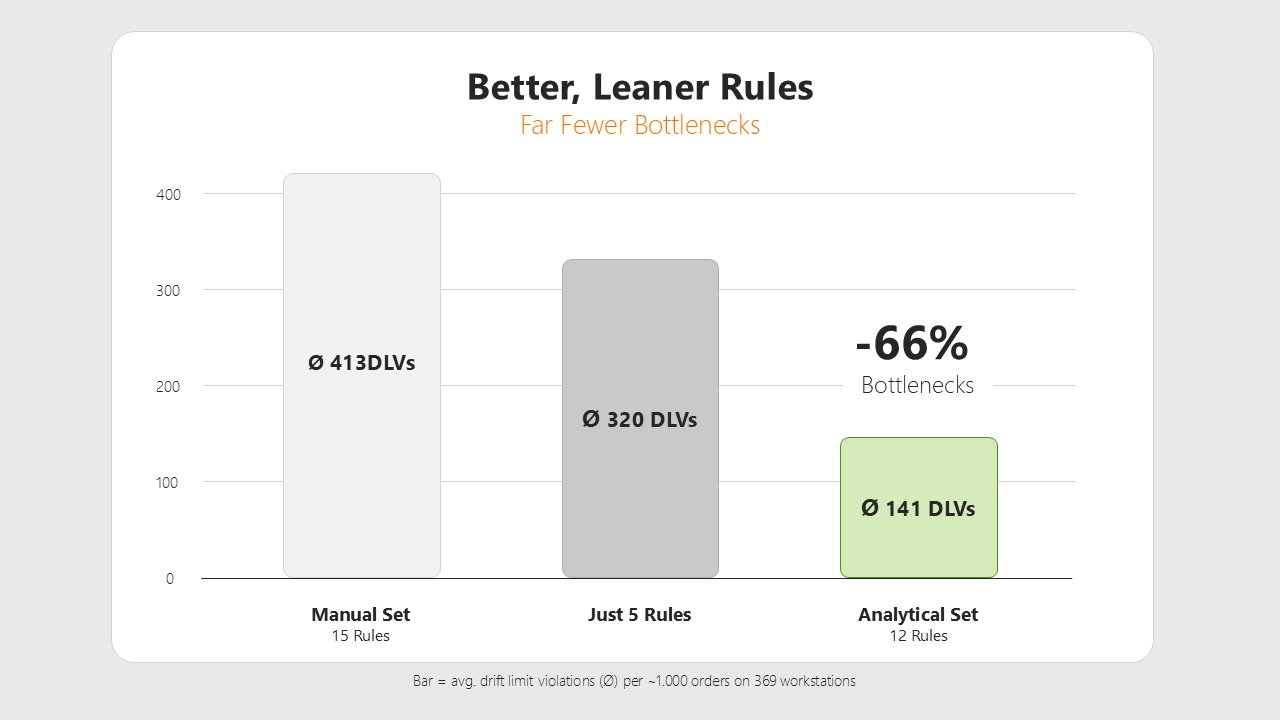
Par rapport aux ensembles de règles élaborés manuellement, la méthode analytique donne un résultat clair : elle permet d’éviter 50 à 70 % des goulots d’étranglement, et ce même avec un ensemble de règles allégé. Il ne s’agit pas d’une valeur théorique, mais d’un effet mesurable dans la pratique.
Les règles de séquencement ne constituent pas un outil de gestion. Il s’agit d’un élément central de la planification qui traduit l’efficacité de l’assemblage en consignes de pilotage concrètes. En les déduisant de manière analytique, on obtient non seulement un ensemble de règles plus solide, mais aussi une compréhension approfondie des limites réelles de sa propre ligne de production et de la distance qui la sépare de celles-ci.
Questions fréquentes sur la planification de la production
Lorsque trop de variantes très exigeantes en termes de charge sont concentrées sur une même journée, il n’est plus possible de trouver une séquence stable pour ce programme. Certaines stations sont chroniquement surchargées, l’écart de production dépasse les limites autorisées et, dans le pire des cas, cela entraîne des arrêts de chaîne. Ce problème apparaît lors de la planification détaillée à court terme, où il n’est pratiquement plus possible d’y remédier. Les règles d’enchaînement, déjà intégrées dans la planification du programme de production, permettent justement d’éviter cette situation.
Le processus classique de création de ces règles est de nature réactive : un chef d’équipe signale un goulot d’étranglement, une règle est mise en place. Ce faisant, on limite souvent davantage de commandes que nécessaire, car la cause exacte du goulot d’étranglement n’est pas analysée de manière approfondie. À cela s’ajoute le fait que les règles sont rarement remises en question, même lorsque la gamme de produits ou le cadencement ont changé depuis longtemps. Il en résulte un ensemble de règles pléthorique qui restreint inutilement la possibilité de séquencer les tâches.
La méthode analytique s’avère utile partout où plusieurs règles d’ordre s’appliquent simultanément et où la gamme de produits change régulièrement. Si vous ne gérez qu’une poignée de règles et disposez d’un assortiment stable, l’expérience suffit largement. Mais dès que des conflits entre les règles apparaissent, que des goulots d’étranglement réapparaissent malgré les règles existantes ou que plus personne ne sait exactement pourquoi une règle existe, l’approche analytique s’avère clairement supérieure.


Le webinaire commun de MTM SOLUTIONS GmbH et TAKTIQ montre comment les données temporelles MTM conduisent à un équilibrage stable.
En savoir plus

Comment le cadencement Max-to-Mix favorise le Lean Manufacturing : moins de temps morts, meilleure utilisation, assemblage plus stable.
En savoir plus
La planification numérique de la production expliquée simplement : pourquoi les relations de cause à effet, les scénarios et les indicateurs permettent de prendre de meilleures décisions.
En savoir plus