Analytically Derive Sequencing Rules in Assembly
If you want to maintain stability on a production line with a wide variety of parts, you can’t do without sequencing rules. But how these rules are developed determines whether they actually help or just become a burden to manage. The traditional approach relies on the loudest foreman. The better approach relies on data.
Why Sequencing Rules Are Essential in Mixed-Model Assembly
In mixed-model assembly, products with varying assembly requirements pass through the same line one after another. A vehicle with extensive special equipment places a significantly greater load on individual stations than a base model. Without targeted control, this imbalance leads to overload spikes, drift problems, and, in the worst case, a line stoppage.
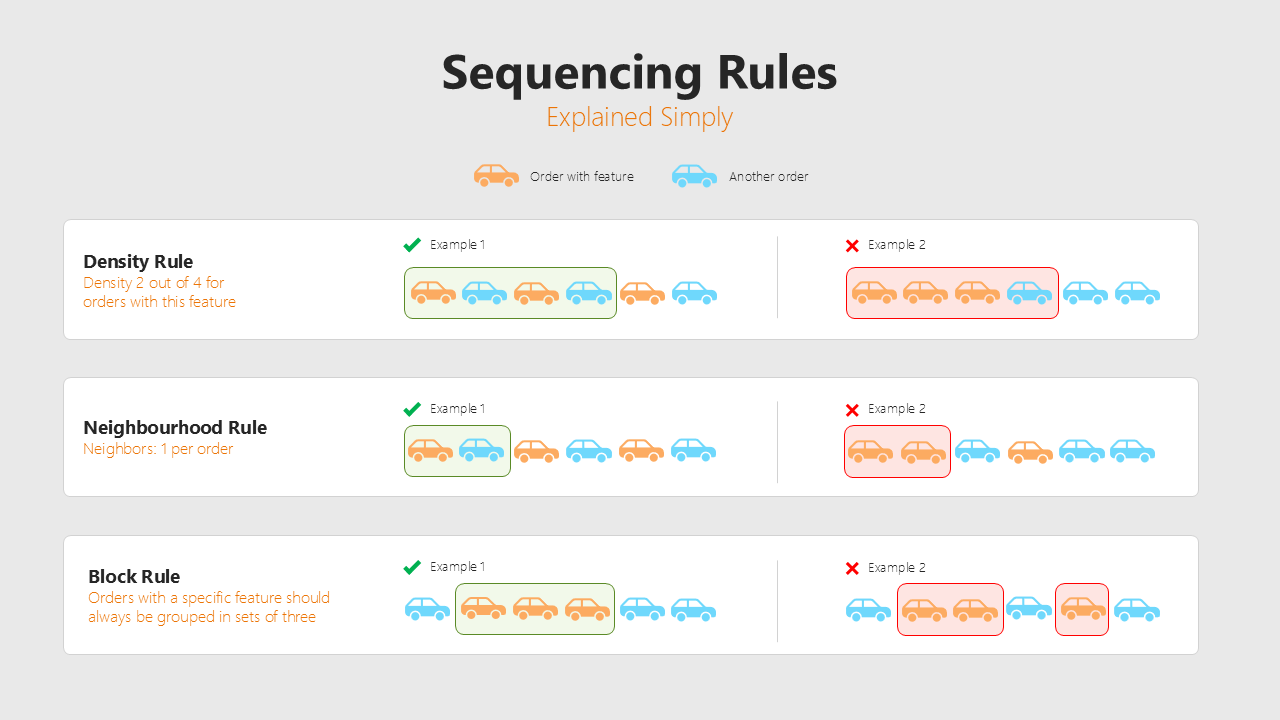
Sequencing rules solve this problem by structuring the sequence of orders so that high-load variants are evenly distributed over the production period. Typical rule types include:
- Density Rule (e.g., no more than one heavy model in three consecutive vehicles) that specifically balance out challenging variations
- Neighborhood rules that stipulate that a complex product must be immediately followed by a simpler one
- Block rules that group similar jobs together, thereby reducing changeover times
In this context, sequencing rules go far beyond operational fine-tuning. They translate the physical and organizational constraints of assembly (e.g., cycle time overruns, limited drift capabilities, tool availability) into concrete, verifiable specifications: Which combinations of variants can the line handle? Where is the line between stable operation and overload?
This has direct consequences for upstream planning. Sequencing rules are not only a tool for fine-tuning the sequence but are also essential for upstream planning steps such as production program planning. They define clear maximum proportions and distribution requirements. For example, a density rule limiting consecutive vehicles to a maximum of 1 out of every 3 results in a maximum build rate of 33% per day, week, and month. Otherwise, too many critical orders may be scheduled too early, making it impossible to find a valid or stable sequence later on.
In this way, sequencing rules effectively prevent overbooking of assembly capacity over longer planning horizons. They quantify capacity indirectly through permissible variant distributions rather than solely through unit counts, ensure that the production program remains structurally sequencable, and prevent bottlenecks from becoming apparent only during short-term detailed planning, when corrections are hardly possible anymore.
In summary, sequencing rules thus serve as a link between strategic planning and operational sequencing: They make it possible to plan assembly capacity early on and ensure that the production program actually results in a stable, executable order sequence.
How to Derive Effective Sequencing Rules Analytically
The traditional approach to creating a sequencing rule is reactive: A bottleneck occurs, a foreman reports it, and a rule is implemented. The problem with this lies not only in its reactivity but also in its lack of precision. Manually formulated rules often affect more orders than necessary and are rarely reevaluated, even when the product mix or production cadence has long since changed.
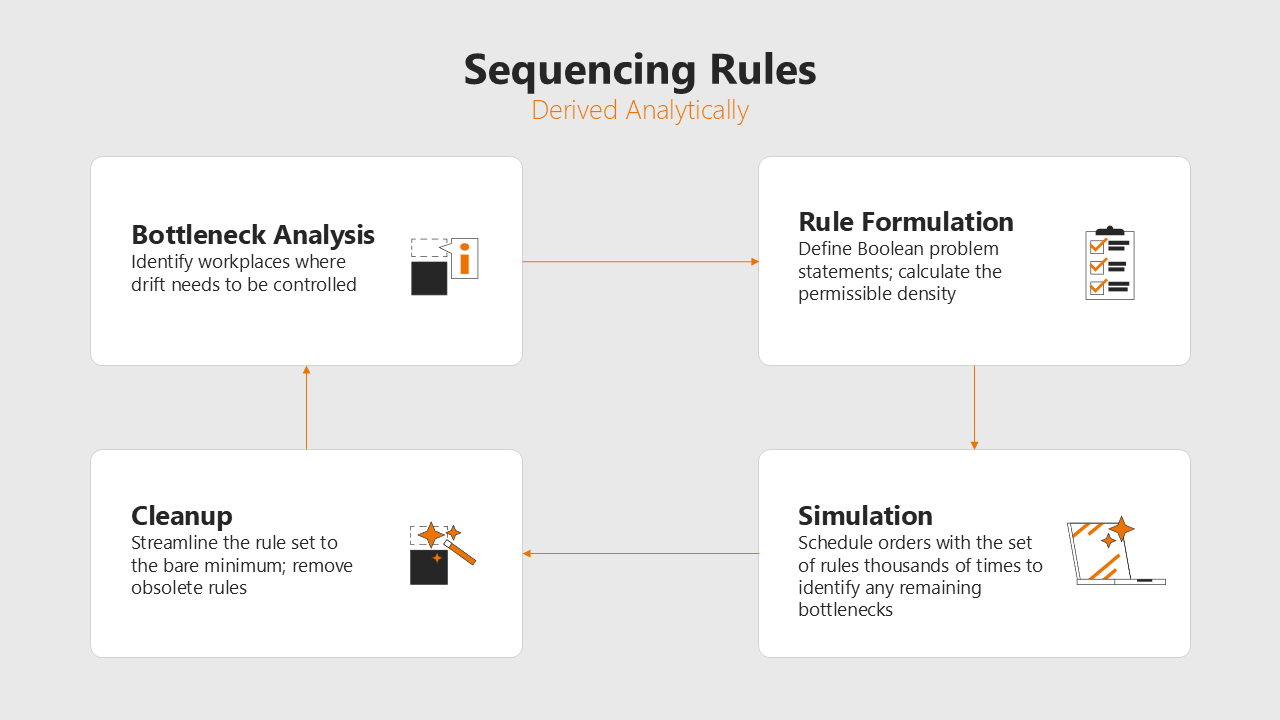
The analytical method takes the opposite approach: it proactively derives rules from the actual load profiles of the assembly line. The starting point is the realization that station load can be calculated precisely if processing times, cycle time, drift limits, and variants are known.
This does not result in a one-time process, but rather a cycle that refines the set of rules with each iteration: from bottleneck analysis through rule formulation and simulation-based testing to refinement, and back again as soon as the product mix or line balancing changes.
A crucial step in this process is the precision of the rule formulation itself. For example, if the combination of a sliding sunroof and sports equipment is the actual problem at a workstation, the rule should address precisely this scenario and not apply indiscriminately to all vehicles with sliding sunroofs. A rule that is too broadly defined unnecessarily restricts the ability to sequence operations.

The result is a small, effective set of rules that truly controls only what needs to be controlled and can be reliably followed.
What specific benefits does analytical rule derivation offer?
The difference from the traditional method is evident in several ways:
Comprehensive and Impartial Consideration of All Jobs
Traditionally, rules arise wherever someone speaks up loudly enough. This leads to assertive voices dominating, while other bottlenecks go unnoticed and rules that have actually become redundant are no longer questioned by anyone. The analytical method treats all workplaces equally and produces a global optimum rather than a collection of individual interests that have developed over time.
More Precise Rule Definitions With Greater Flexibility for Sequencing
Because the rule is tailored precisely to the jobs that actually cause a bottleneck, there is significantly more flexibility for scheduling additional rules. This reduces the total number of rules and noticeably improves the program’s sequencability.
Ensuring That the Set of Rules Works Together
Only when a set of rules can be demonstrably followed does it realize its true value. That is why the method involves simulating scheduling with different order programs thousands of times. This makes it possible to verify in advance that production control can actually adhere to the rules in day-to-day operations and does not have to override them on a case-by-case basis. Only then can the assembly line rely on the rules and truly realize the efficiency benefits in terms of takt time and work distribution.
Clear Consequences for Noncompliance
This method makes it possible to analyze in advance what happens when certain rules are violated. Not only do you know that a deviation is problematic, but you also know exactly where: which stations need support, and where quality issues are likely to arise. This creates a solid foundation for informed decisions.
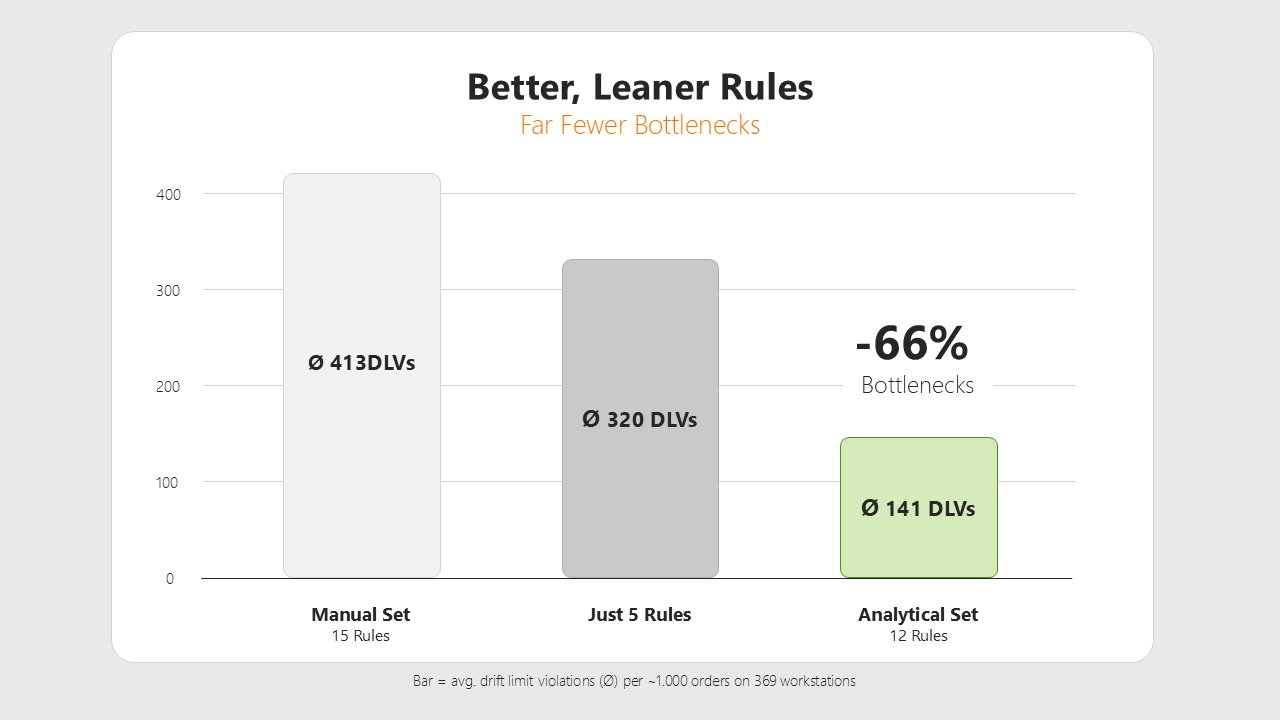
A Significantly Greater Reduction in Bottlenecks
Compared to manually created rule sets, the analytical method yields a clear result: It is possible to avoid 50 to 70% of bottlenecks, all with a leaner rule set. This is not a theoretical figure, but an effect that can be measured in practice.
Sequencing rules are not a management tool. They are a key planning artifact that translates assembly performance into concrete control specifications. Those who derive them analytically not only gain a more robust set of rules, but also a deep understanding of where their own line truly reaches its limits, and how far it is from them.
Frequently Asked Questions About Production Planning
If too many high-load variants are scheduled for a single day, it becomes impossible to find a stable sequence for this program. Individual stations become chronically overloaded, worker drift exceeds permissible limits, and, in the worst case, the line comes to a standstill. The problem becomes apparent during short-term detailed planning, when corrections are hardly possible anymore. Sequencing rules that are already embedded in production program planning prevent precisely this situation.
The traditional approach is reactive: A foreman reports a bottleneck, and a rule is introduced. This often results in more orders being restricted than necessary because the exact cause of the bottleneck is not analyzed. Furthermore, rules are rarely reevaluated, even when the product mix or production cadence has long since changed. The result is a bloated set of rules that unnecessarily restricts sequencing flexibility.
The analytical method is worthwhile whenever multiple sequencing rules apply simultaneously and the product mix changes regularly. Those who manage only a handful of rules and have a stable mix can get by just fine with rule-of-thumb knowledge. However, as soon as rule conflicts arise, bottlenecks recur despite existing rules, or no one knows exactly why a rule exists anymore, the analytical approach is clearly superior.


The joint webinar hosted by MTM SOLUTIONS GmbH and TAKTIQ demonstrates how MTM time data leads to stable line balancing.
Learn More

How max-to-mix balancing supports lean manufacturing: less idle time, better utilization, more stable assembly.
Learn More
Digital production planning explained simply: Why interdependencies, scenarios and key figures enable better decisions.
Learn More