

From Max to Mix: Lean Manufacturing with Line Balancing
In assembly, lean manufacturing aims to consistently eliminate non-value-adding activities and thus achieve line balancing that economically reflects actual demand. This becomes increasingly challenging as the mix of variants grows and the time spread within the order portfolio increases. Max line balancing ensures that even complex variants can be processed within the cycle time. However, for variants with shorter processing times, idle time is created, and this idle time reduces efficiency in the current mix.
This is why it makes sense to move from max to mix line balancing. It helps to better coordinate capacity utilization, cycle time and variant mix. Such a change should be approached in stages because it also changes working methods in planning. Depending on the order program and production time spread, the efficiency gain can be significant and in many cases quickly amount to +10, +20 or even more percentage points.
In practice, lean manufacturing is determined by how well the real order program is mastered. This is precisely where the Max to Mix approach comes in. The following five steps show how this planning logic can be implemented in assembly.
1. Open Station Boundaries: Drift As Compensation for Brief Overload
The first step from max to mix line balancing is often not directly a reorganization of the work assignment. In many cases, the station limits are opened first and the cycle time is reduced. This means that work that is not completed within a cycle time can be completed in the following cycle. In a continuous assembly line, this means that the worker physically drifts into the next station. In stop-and-go lines, the next job is started correspondingly later.
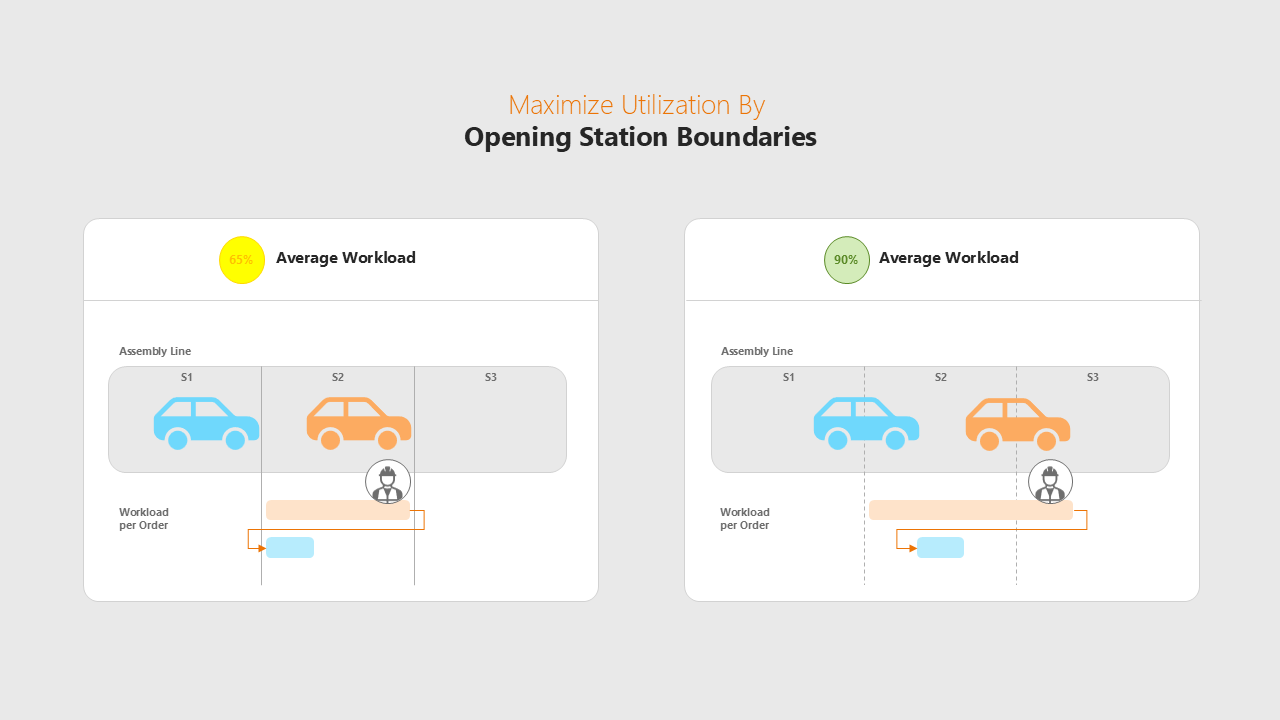
It is important to note that drift does not mean an average overload. The worker or the system only continues to work for the corresponding time per cycle time. The work that cannot be fully completed in the cycle is completed in the following cycle. Mix line balancing must therefore still not overload any worker or system on average. Workloads in excess of 100 percent must be compensated for by subsequent orders with lower workloads.
The practical benefits are obvious. Instead of accepting idle time from a rigid max line balancing, the work moves closer to the actual requirements of the order program. This means that you can either reduce the cycle time and thus increase the number of pieces, or the cycle time remains the same and the work is redistributed so that fewer workers or systems are required.

2. limit work in subsequent stations: the drift limit
Opening station limits alone is not the end of the road to mix line balancing. In practice, it is necessary to clearly define how far a worker or system is allowed to drift. The drift limit is defined precisely for this purpose. It results from the working range and additional drift range and describes how far temporal or physical drift is still permitted.
This limitation is necessary because drift is not possible indefinitely. Practical reasons include, for example, a physical belt end, permanently installed handling devices, tools, logistical tapping of parts, subsequent automated station areas or product status changes in the following station. Subsequent workers may also need to be limited if they have to continue working at the same work position.
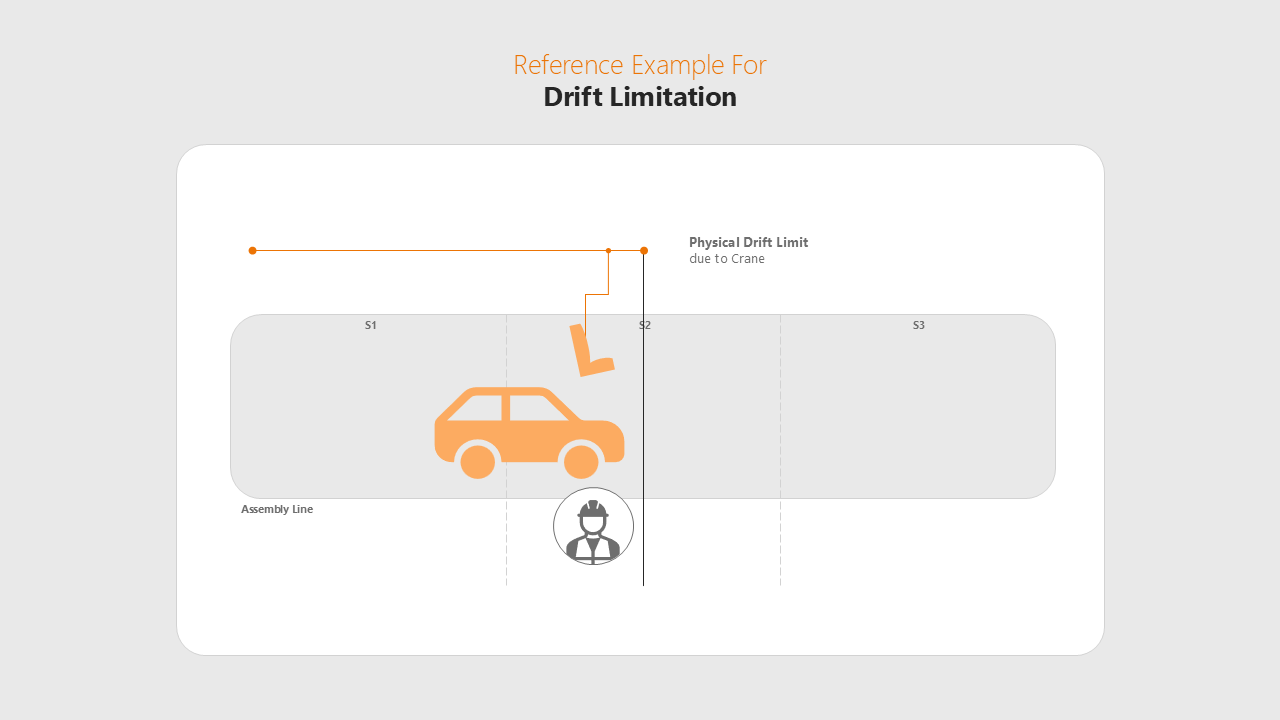
If the defined drift limit is exceeded, a drift limit violation has occurred. The support staff must then absorb the overload. There are two ways of doing this: either the support staff take over the entire order so that the worker skips the order and starts directly with the next order. Or it only relieves the overhang over the drift limit so that the worker hands over the order at the limit. Which variant makes sense depends, among other things, on the cycle time and any existing set-up time (such as entering the product).
The drift limit thus creates a clear framework for dealing with brief overloads. It separates controllable drift from situations in which a belt stop, supporter or other relief is required. In this way, the line balancing also remains controllable in the mix.
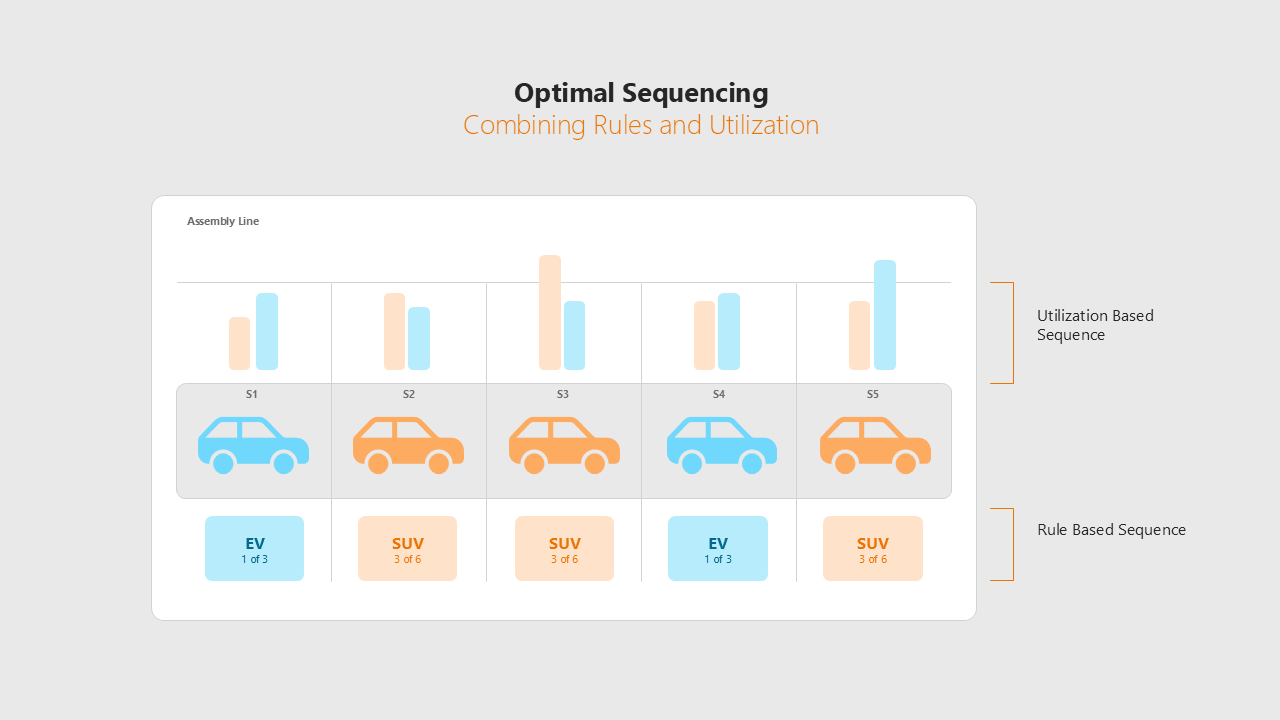
3. Define Sequencing Rules: Deliberately Smooth the Order Program
The third step concerns the sequence of orders. This is because even a suitable mix line balancing only remains stable if high and low workloads alternate sensibly in the production sequence. Creating lots is counterproductive here. If this alternation does not take place, bottleneck situations arise that can necessitate line stops or the use of support staff.
That is why sequencing rules are defined. Their purpose is to distribute high-capacity orders within the order sequence in such a way that temporary capacity relief is created. To do this, it is first necessary to identify which orders are relevant for scheduling. The most important factors here are orders with high capacity utilization or those that provide insufficient relief for the subsequent order. Next, one determines which features or combinations of features can be used to clearly distinguish these orders.
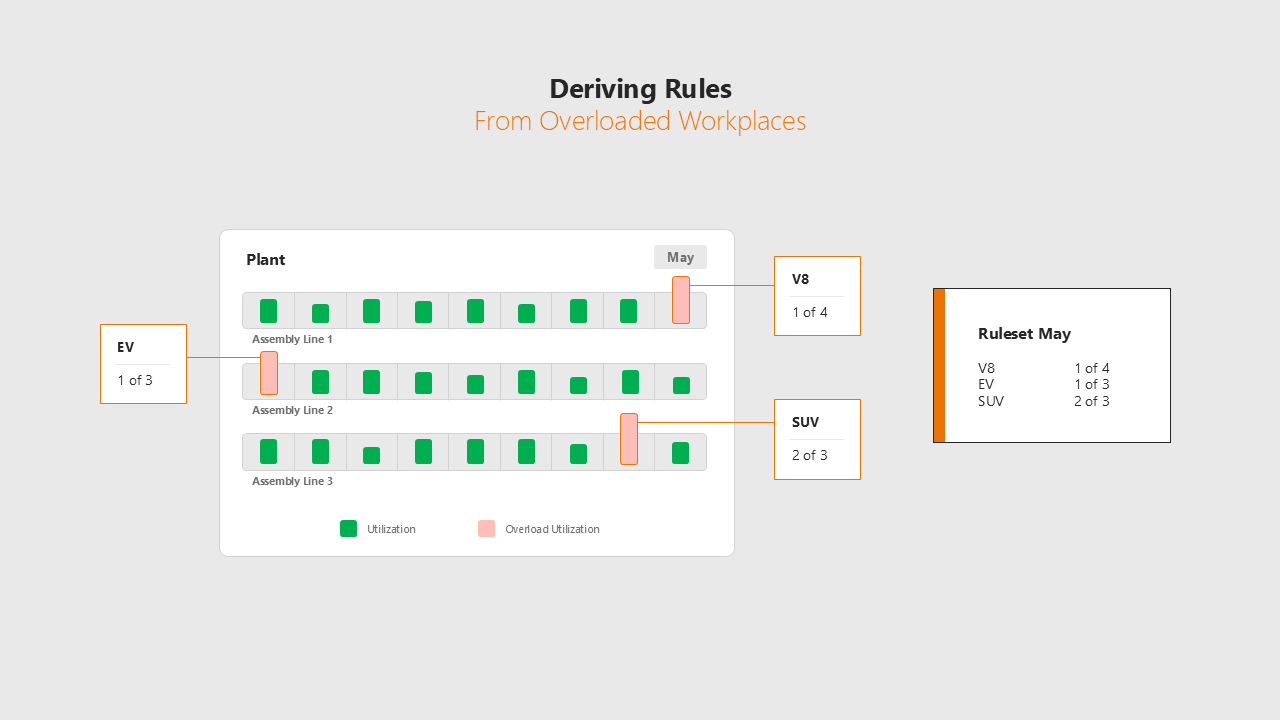
Suitable rules are defined on this basis, for example density rules or neighborhood rules. A simple example: A 1-out-of-2 rule can be sufficient if the following order completely relieves a heavily loaded order. If this relief is not sufficient, a 1-out-of-3 rule may be necessary. The more the potential of mixed production is utilized, the more control-relevant orders and the more interactions between the rules arise. A rule set must therefore not only be effective, but must also actually be able to be adhered to in the order sequencing.
Only when the order sequence is smoothed out can line balancing remain manageable even with a fluctuating product mix. This reduces bottlenecks and disruptions to the process, which, in line with lean manufacturing principles, leads to a smoother production flow.
4. Regularly Adapt the Line Balancing and Rules for Lean Manufacturing
The fourth step concerns the regular revision of balancing and sequence rules. This is because mix line balancing is always optimized for a specific mix of variants. If the mix changes, the workload at the workstations also changes. A work allocation that works well today may reach its limits later on.
This becomes particularly evident when a variant with high capacity utilization is initially produced only infrequently but later appears much more frequently in the order portfolio. At the same time, orders that reduce capacity utilization occur less frequently. As a result, the average capacity utilization of a workplace can rise above 100 percent. Bottlenecks can then no longer be avoided solely by adjusting the line balancing. At this point, at the latest, the production rate must be adjusted.
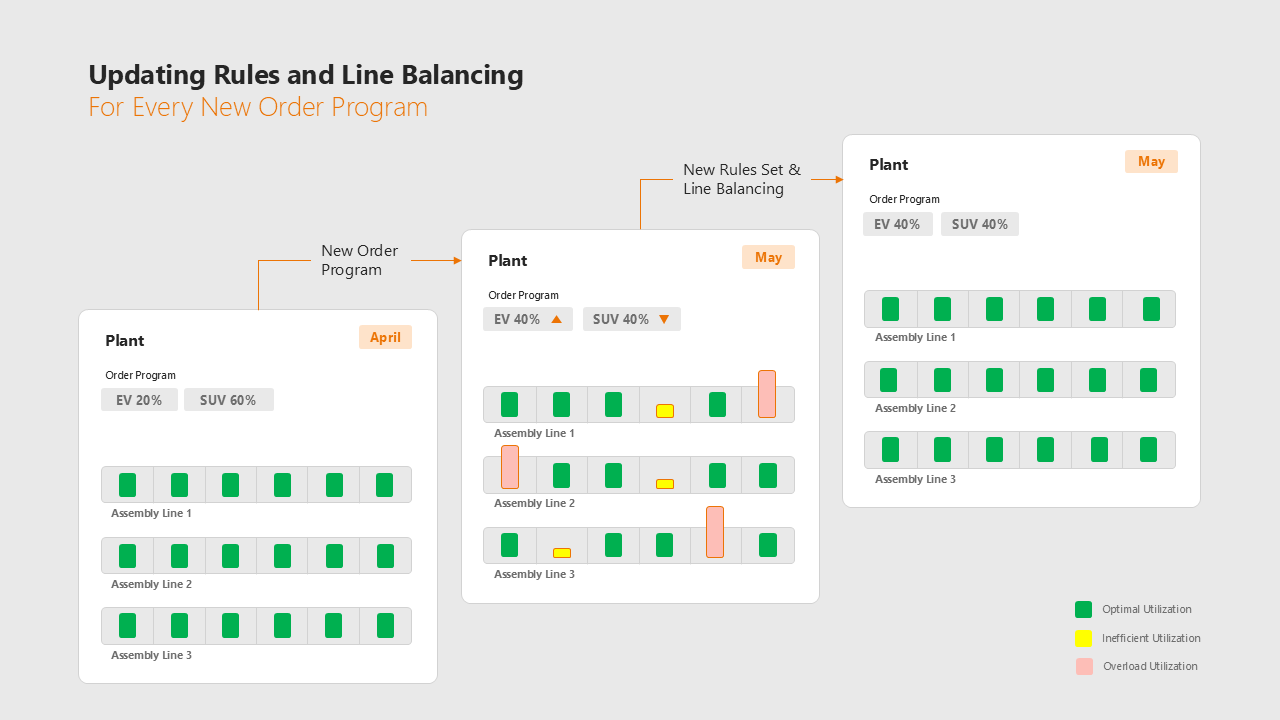
At the same time, the rules governing order sequencing must also be reviewed. For example, a “1-out-of-2” rule can only be followed as long as the proportion of the variant in question remains below 50 percent. If the take rate rises above that level, the existing rule is no longer sufficient or can no longer be followed in practice. In that case, the rules must be adjusted or redefined.
This makes it clear that mix line balancing is not a one-off solution that remains unchanged in the long term. It must be further developed together with the order program. This is the only way to ensure that the line balancing and sequence rules match the actual mix and that the line remains controllable even if conditions change.
5. Order Sequencing for Lean Manufacturing: With Sequencing Rules and Workload Simulation
The appropriately defined sequence rule set must be used in daily job scheduling. In practice, two steps are typically distinguished: program planning (or daily scheduling) and order sequencing.
In scheduling, you determine when specific orders will be produced at the daily, weekly, or shift level. Even at this stage, you must take into account the maximum limits dictated by the sequencing rules. For example, if you have defined a “1-out-of-3” rule, you may not schedule more than 33 percent of the order volume for that type per day, per shift, or per week.
In order sequencing, the job order is planned in detail, taking the defined rules into account and ensuring they are adhered to. If the corresponding data basis is available, this step can additionally be used to perform a complete capacity utilization simulation of each job at each work center, enabling so‑called workload sequencing or workload leveling. The focus is not only on complying with the defined sequencing rules; by precisely forecasting every load situation, minimal buffer situations can also be achieved.
There is ongoing debate about whether workload sequencing can completely replace sequencing rules. In theory, this is possible. In practice, however, it becomes apparent that clear limits are then lacking for scheduling. While this can result in good fine-grained sequencing, it can also lead to too many critical orders being scheduled at the daily, weekly, or shift level, making it impossible to find a sufficiently good sequence later on.
Lean manufacturing is not reflected in idealized target values, but in the stability of the actual production process. This is precisely what the path from Max to Mix represents. It shifts the focus away from merely safeguarding against the worst-case scenario and toward a planning approach that takes into account the mix of variants, sequencing effects, and actual workload in the order portfolio. Appropriate line balancing, load-optimized sequencing, and feasible sequences ensure that assembly processes remain manageable even under changing conditions. Thus, “Max to Mix” is not a special case in planning, but a central component of lean manufacturing in high-variety assembly.
Frequently Asked Questions About Production Planning
With max line balancing, each variant is planned so that it can be processed within the cycle time. With mix line balancing, the processing time is not for each individual variant, but on average below the cycle time. This means that the actual mix of variants in the order program is taken into greater account. Mix line balancing directly increases efficiency, but places higher demands on the planning process for line balancing and order sequencing.
Drift occurs when an order at a workplace cannot be completed entirely within the cycle time. The remaining work is then finished in the next cycle. Depending on the line principle, this can result in a time delay or a physical shift to the next station. It is important to note that this does not lead to an average overload of the workplace, and that drift ≠ overload.
Mix line balancing is always optimized for a specific mix of variants. If build rates and load situations in the order program change, existing work assignments and rules may lose their effect. In this case, neither the existing line balancing nor the existing rules are sufficient to reliably avoid bottlenecks. Both must therefore be regularly reviewed and adjusted if necessary.
In assembly, lean manufacturing aims to consistently eliminate non-value-added activities and thus to create a work schedule that economically reflects actual demand. This becomes particularly challenging when a line remains designed for max line balancing despite significant time spread. The shift from max to mix helps align the mix of variants, capacity utilization, and sequence more closely with the actual order portfolio. This makes the line manageable even under changing conditions and significantly more efficient.
How sequencing rules are derived analytically, and why this prevents significantly more bottlenecks than the traditional approach.
Learn More

The joint webinar hosted by MTM SOLUTIONS GmbH and TAKTIQ demonstrates how MTM time data leads to stable line balancing.
Learn More
Digital production planning explained simply: Why interdependencies, scenarios and key figures enable better decisions.
Learn More