

Da max a mix: produzione snella con il giusto bilanciamento
Nell’assemblaggio, la produzione snella mira a evitare costantemente le attività che non aggiungono valore e quindi a raggiungere una sincronizzazione che rifletta economicamente la domanda reale. Questo è precisamente ciò che diventa più difficile quando il mix di varianti aumenta e il tempo di esecuzione del programma d’ordine aumenta. Il bilanciamento massimo delle linee garantisce che anche le varianti più complesse possano essere processate entro il tempo di ciclo. Tuttavia, le varianti con un tempo di elaborazione più breve comportano tempi morti che riducono l’efficienza del mix attuale.
Ecco perché ha senso passare dal bilanciamento del massimo al bilanciamento del mix. Aiuta a coordinare meglio l’utilizzo della capacità, il tempo di ciclo e il mix di varianti. Questo cambiamento deve essere affrontato per gradi perché modifica anche i metodi di lavoro nella pianificazione. A seconda del programma degli ordini e dei tempi di produzione, il guadagno di efficienza può essere significativo e in molti casi può arrivare rapidamente a +10, +20 o anche più punti percentuali.
In pratica, la produzione snella è determinata dalla padronanza del programma di ordini reali. È proprio qui che entra in gioco l’approccio Max to Mix. Le cinque fasi seguenti mostrano come questa logica di pianificazione può essere implementata nell’assemblaggio.
1. limiti della stazione aperta: Deriva come compensazione per un breve sovraccarico
Il primo passo per passare dal bilanciamento massimo a quello misto spesso non è una riorganizzazione diretta dell’allocazione del lavoro. In molti casi, i limiti delle stazioni vengono aperti per primi e il tempo di ciclo viene ridotto. Ciò significa che il lavoro che non viene completato entro il tempo di ciclo può essere completato nel ciclo successivo. In una linea a flusso continuo, questo significa che il lavoratore passa fisicamente alla stazione successiva. Nelle linee stop-and-go, il lavoro successivo viene avviato con un ritardo corrispondente.
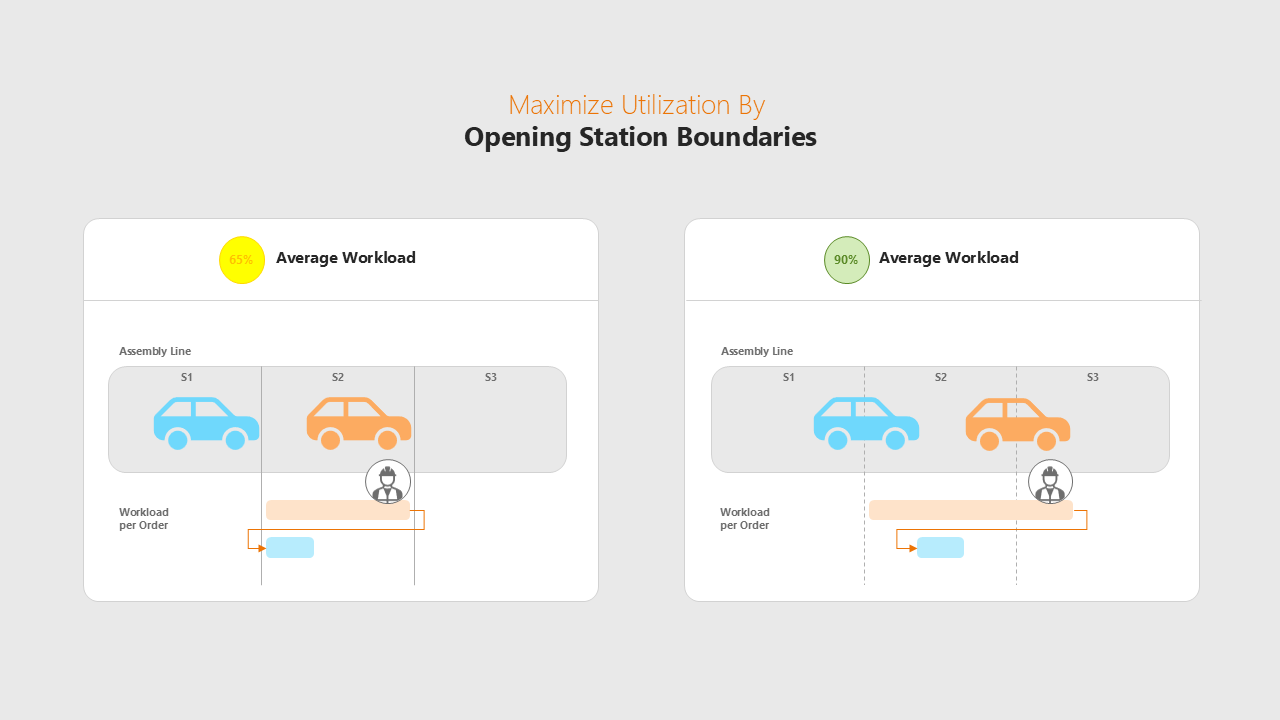
È importante notare che la deriva non significa un sovraccarico medio. Il lavoratore o il sistema continua a lavorare solo per il tempo corrispondente alla durata del ciclo. Il lavoro che non può essere completato completamente nel ciclo viene completato nel ciclo successivo. Il bilanciamento delle linee miste non deve quindi sovraccaricare nessun lavoratore o sistema in media. I carichi di lavoro superiori al 100% devono essere bilanciati da ordini successivi con carichi di lavoro inferiori.
I vantaggi pratici sono evidenti. Invece di accettare i tempi morti di un rigido tempo di ciclo massimo, il lavoro si avvicina ai requisiti effettivi del programma degli ordini. Ciò significa che è possibile ridurre il tempo di ciclo e quindi aumentare il numero di unità, oppure che il tempo di ciclo rimane invariato e il lavoro viene ridistribuito in modo da richiedere meno lavoratori o sistemi.

2. limitare il lavoro nelle stazioni successive: il limite di deriva
L’apertura dei limiti delle stazioni da sola non è la fine della strada per il bilanciamento del mix. In pratica, è necessario definire chiaramente fino a che punto un lavoratore o un sistema può andare alla deriva. Il limite di deriva viene definito proprio a questo scopo. Risulta dall’intervallo di lavoro e dall’intervallo di deriva aggiuntivo e descrive fino a che punto la deriva temporale o fisica è ancora consentita.
Questa limitazione è necessaria perché la deriva non è possibile all’infinito. Tra i motivi pratici vi sono, ad esempio, la fine fisica del nastro, i dispositivi di movimentazione installati in modo permanente, gli strumenti, il taglio logistico dei pezzi, le aree delle stazioni automatizzate successive o i cambiamenti di stato del prodotto nella stazione successiva. Anche i lavoratori successivi possono avere bisogno di essere limitati se devono continuare a lavorare nella stessa posizione.
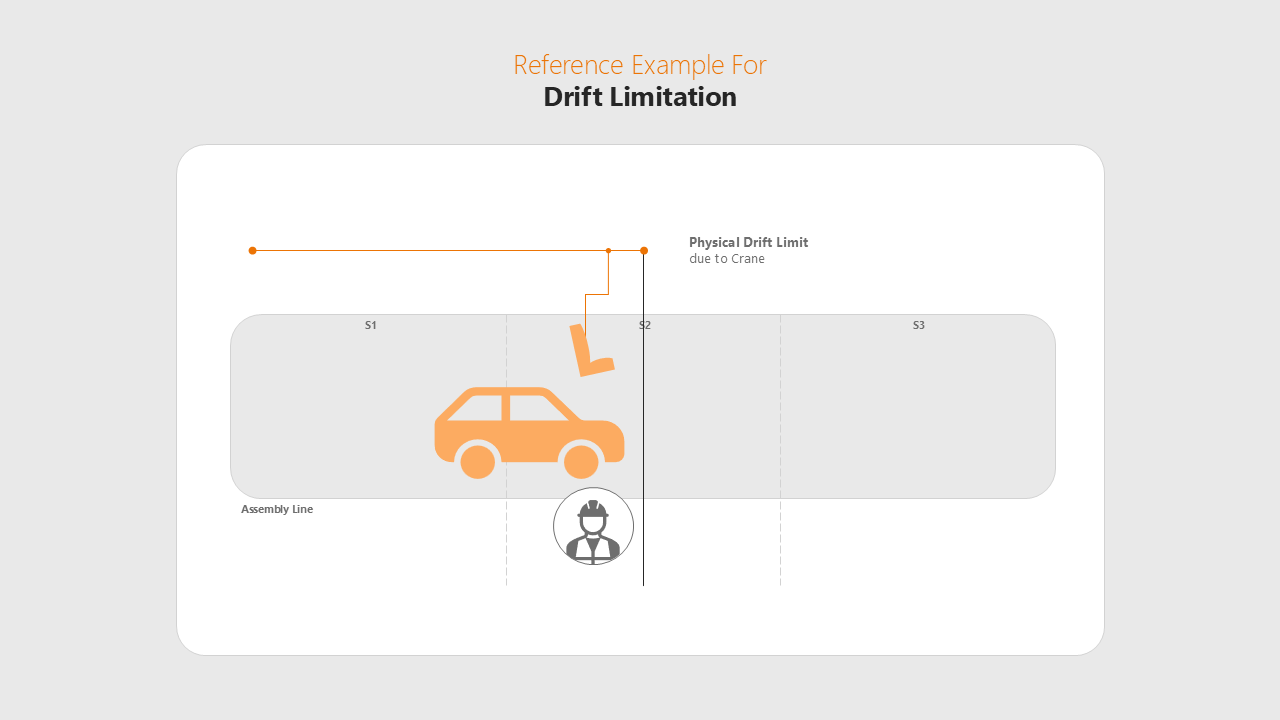
Se il limite di deriva definito viene superato, il limite di deriva è stato superato. Il personale di supporto deve quindi assorbire il sovraccarico. Ci sono due modi per farlo: o il personale di supporto si fa carico dell’intero ordine in modo che il lavoratore salti l’ordine e inizi direttamente con l’ordine successivo. Oppure alleggerisce solo il sovraccarico oltre il limite della deriva, in modo che il lavoratore consegni l’ordine al limite. Quale sia la variante più adatta dipende, tra l’altro, dal tempo di ciclo e da eventuali tempi di preparazione (come l’inserimento del prodotto).
Il limite di deriva crea quindi un quadro chiaro per affrontare brevi sovraccarichi. Separa la deriva controllabile dalle situazioni in cui è necessario un arresto del nastro, un sostenitore o un altro tipo di soccorso. In questo modo, il clock rimane controllabile anche nel mix.
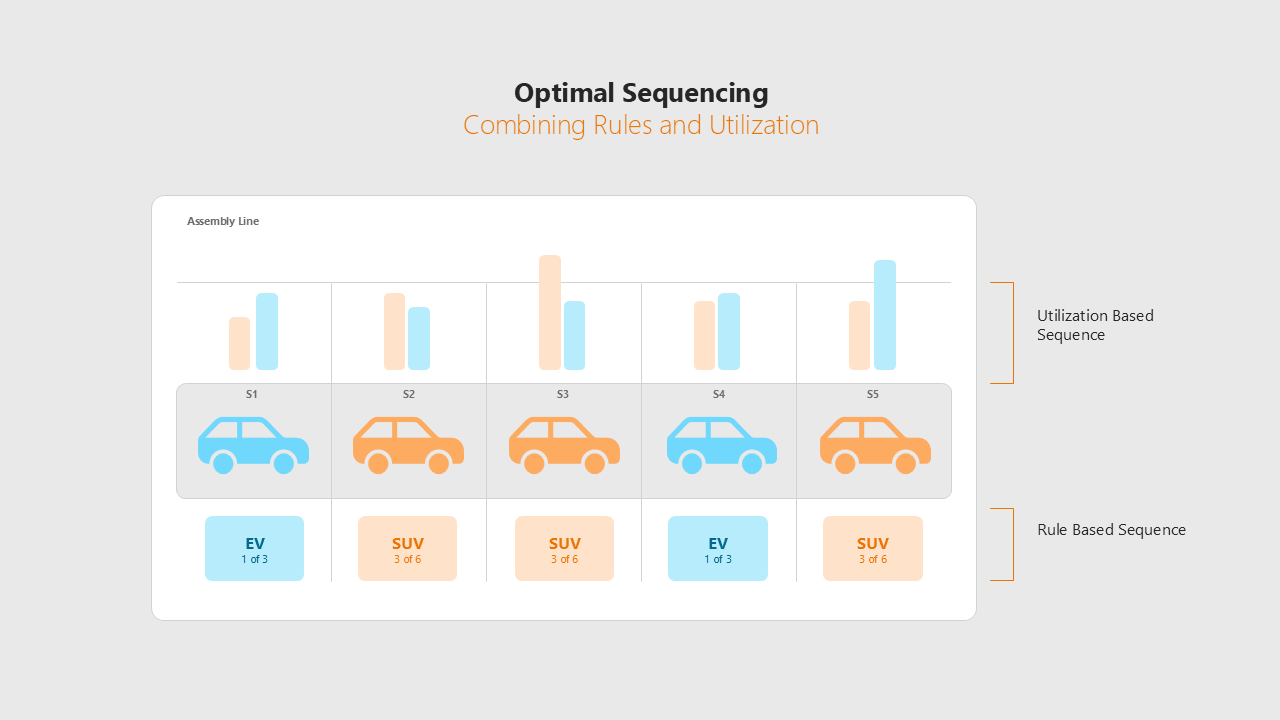
3. Definire le regole di sequenza: rendere omogeneo il programma di ordini in modo mirato.
La terza fase riguarda la sequenza degli ordini. Questo perché anche un adeguato bilanciamento del mix rimane stabile solo se i carichi di lavoro alti e bassi si alternano in modo sensato nella sequenza di produzione. La formazione di lotti è controproducente in questo caso. Se questa alternanza non avviene, si creano situazioni di collo di bottiglia che possono richiedere l’interruzione della linea o l’impiego di personale di supporto.
Vengono quindi definite delle regole di sequenziamento. Il loro scopo è quello di distribuire gli ordini ad alto utilizzo nella sequenza degli ordini in modo tale da alleggerire il carico di lavoro nel frattempo. Per raggiungere questo obiettivo, è necessario innanzitutto riconoscere quali sono gli ordini da controllare. In questo caso sono particolarmente importanti gli ordini con un elevato utilizzo della capacità o con un effetto di sgravio troppo limitato per l’ordine successivo. Il passo successivo consiste nel verificare quali caratteristiche o combinazioni di caratteristiche possono essere utilizzate per caratterizzare chiaramente questi ordini.
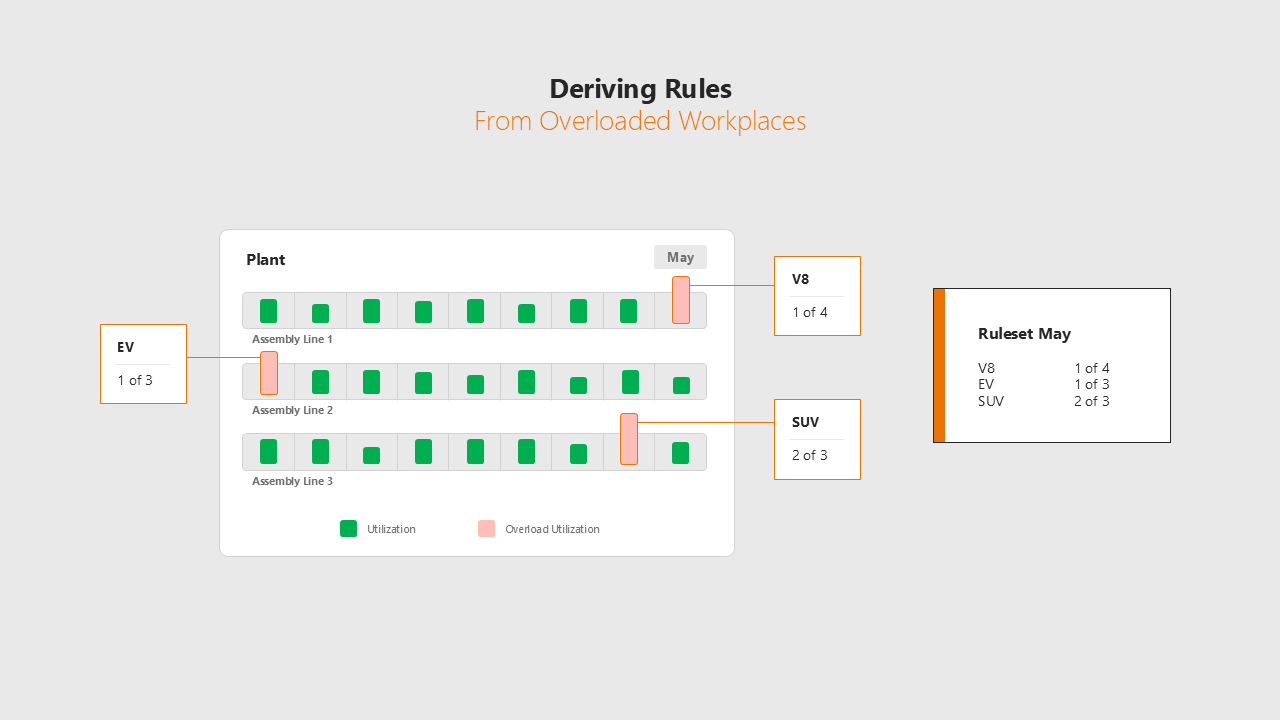
Su questa base vengono definite delle regole adatte, come ad esempio le regole di poesia o le regole di prossimità. Un semplice esempio: una regola 1 su 2 può essere sufficiente se l’ordine successivo alleggerisce completamente un ordine molto carico. Se questo sgravio non è sufficiente, potrebbe essere necessaria una regola 1 su 3. Più si sfrutta il potenziale della produzione mista, più aumentano gli ordini rilevanti per il controllo e le interazioni tra le regole. Pertanto, un insieme di regole non solo deve essere efficace, ma deve anche poter essere effettivamente rispettato nella sequenza degli ordini.
Solo con una sequenza di ordini omogenea è possibile mantenere il controllo della sincronizzazione nel mix di produzione. In questo modo si riducono i colli di bottiglia e gli interventi nel processo, il che porta a un flusso di produzione più fluido in termini di lean manufacturing.
„Il mix balancing funziona in modo stabile solo se i carichi elevati sono distribuiti in modo efficace nella sequenza. Pertanto, non è solo l’allocazione del lavoro a essere cruciale, ma anche una sequenza di ordini che elimini in modo affidabile gli ordini rilevanti per il controllo. “
4. adattare regolarmente la sincronizzazione e le regole della produzione snella.
La quarta fase riguarda la revisione regolare delle regole di bilanciamento e di sequenza. Questo perché il bilanciamento del mix è sempre ottimizzato per un mix specifico di varianti. Se il mix cambia, cambia anche il carico di lavoro delle postazioni. Un’allocazione del lavoro che funziona bene oggi potrebbe raggiungere i suoi limiti in seguito.
Ciò è particolarmente evidente se una variante con un elevato utilizzo della capacità viene inizialmente costruita solo raramente e in seguito compare molto più spesso nel programma degli ordini. Allo stesso tempo, gli ordini che riducono il carico di lavoro sono meno frequenti. Di conseguenza, l’utilizzo medio di una postazione di lavoro può superare il 100%. A questo punto i colli di bottiglia non possono più essere evitati solo grazie alla sequenza. A questo punto, al più tardi, è necessario modificare il carico di lavoro.
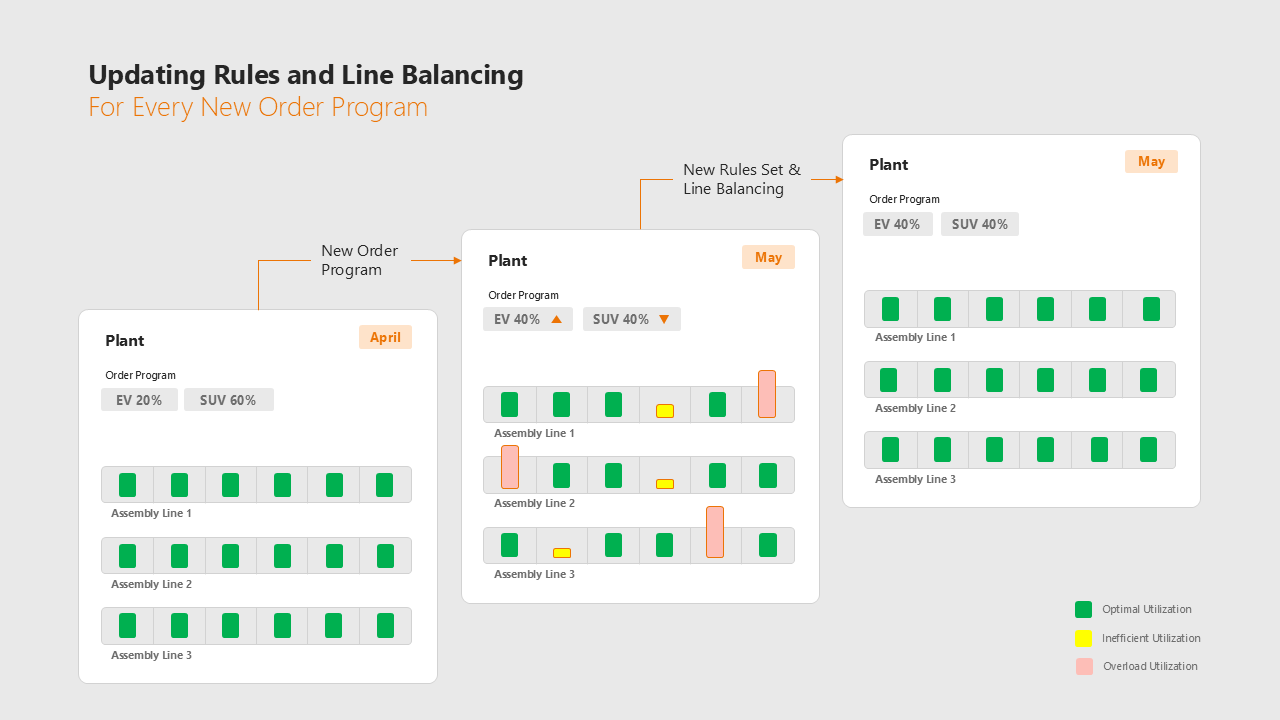
Allo stesso tempo, è necessario rivedere anche le regole per la sequenza degli ordini. Ad esempio, la regola dell’1 su 2 può essere rispettata solo finché la percentuale della variante in questione rimane inferiore al 50%. Se il tasso di costruzione aumenta, la regola precedente non è più sufficiente o non può più essere rispettata nella pratica. Le regole devono quindi essere adattate o ridefinite.
Questo fa capire che il bilanciamento del mix non è una soluzione unica che rimane invariata nel lungo periodo. Deve essere ulteriormente sviluppato insieme al programma degli ordini. Questo è l’unico modo per garantire che il bilanciamento della linea e le regole di sequenza corrispondano al mix effettivo e che la linea rimanga controllabile anche se le condizioni cambiano.
5. sequenziamento degli ordini per la produzione snella: con regole di sequenziamento e simulazione del carico di lavoro
Il set di regole di sequenza opportunamente definito deve essere utilizzato nella programmazione giornaliera degli ordini. In pratica, si fa una distinzione tra due fasi: la pianificazione del programma o la formazione della fetta giornaliera e la sequenza degli ordini.
Nella pianificazione del programma, definisci quando devono essere costruiti gli ordini a livello giornaliero, settimanale o di turno. I limiti massimi derivanti dalle regole di sequenza devono già essere presi in considerazione in questa fase. Ad esempio, se hai definito una regola 1 su 3, non puoi programmare più del 33% della quantità di ordini di questo tipo al giorno, per turno o per settimana.
Nel job sequencing, la sequenza degli ordini viene pianificata in dettaglio, tenendo conto e rispettando le regole definite. Se è disponibile la base di dati corrispondente, in questa fase è possibile utilizzare anche una simulazione completa del carico di lavoro di ogni ordine su ogni postazione di lavoro, al fine di eseguire il sequenziamento o lo smussamento del carico di lavoro. Non si tratta solo di rispettare le regole di sequenza definite: calcolando con precisione ogni situazione di carico di lavoro in anticipo, è anche possibile ridurre al minimo le situazioni di deriva.
Si discute più volte se il sequenziamento del carico di lavoro possa sostituire completamente le regole di sequenza. In teoria, questo è possibile. In pratica, però, è stato dimostrato che non esistono valori limite chiari per la pianificazione dei programmi. Questo può portare a un buon sequenziamento fine. Allo stesso tempo, però, troppi lavori critici potrebbero essere già stati programmati a livello giornaliero, settimanale o di turno, il che significa che non è più possibile trovare una sequenza sufficientemente buona in seguito.
„La produzione snella non si ottiene con valori ideali pianificati, ma con processi robusti nella sequenza di produzione reale. Max to Mix assicura che le linee rimangano stabili e gestibili anche con un’ampia gamma di varianti, rendendo la produzione davvero snella nella vita di tutti i giorni. “
La produzione snella non si riflette in valori pianificati idealizzati, ma nella stabilità del processo produttivo reale. È proprio questo il significato dell’approccio Max to Mix. Si sposta l’attenzione dalla pura salvaguardia del caso massimo alla pianificazione che tiene conto del mix di varianti, degli effetti delle sequenze e dei carichi effettivi nel programma degli ordini. Un bilanciamento appropriato, sequenze adeguate al carico e sequenze realizzabili assicurano che i processi di assemblaggio rimangano gestibili anche in condizioni mutevoli. Ciò significa che il Max to Mix non è un caso speciale di pianificazione, ma una componente centrale della produzione snella nell’assemblaggio multivariato.
Domande frequenti sulla pianificazione della produzione
Con il bilanciamento massimo, la pianificazione viene effettuata in modo che ogni variante possa essere elaborata entro il tempo di ciclo. Con il bilanciamento mix, il tempo di elaborazione non è per ogni singola variante, ma in media inferiore al tempo di ciclo. In questo modo si tiene maggiormente conto dell’effettivo mix di varianti del programma d’ordine. Il bilanciamento delle linee mix aumenta direttamente l’efficienza, ma pone maggiori requisiti al processo di pianificazione per il bilanciamento delle linee e la sequenza degli ordini.
La deriva si verifica quando un ordine in una postazione di lavoro non può essere completato completamente entro il tempo del ciclo. Il lavoro rimanente viene quindi completato nel ciclo successivo. A seconda del principio della linea, questo può essere un ritardo temporale o una deriva fisica verso la stazione successiva. È importante che questo non si traduca in un sovraccarico medio del centro di lavoro e che la deriva sia un sovraccarico.
Il bilanciamento del mix è sempre ottimizzato per uno specifico mix di varianti. Se i tassi di produzione e le situazioni di carico nel programma degli ordini cambiano, le assegnazioni di lavoro e le regole esistenti possono perdere la loro efficacia. In questo caso, né il bilanciamento né le regole esistenti sono sufficienti per evitare in modo affidabile i colli di bottiglia. Entrambi devono quindi essere rivisti regolarmente e modificati se necessario.
Nell’assemblaggio, la produzione snella mira a evitare costantemente le attività che non aggiungono valore e quindi a ottenere una pianificazione del lavoro che rifletta economicamente la domanda reale. Questo è esattamente ciò che diventa difficile se una linea continua a essere progettata per l’utilizzo massimo della capacità nonostante un’elevata dispersione temporale. Il percorso da max a mix aiuta ad allineare meglio il mix di varianti, l’utilizzo della capacità e la sequenza con il programma reale degli ordini. Questo rende la linea controllabile e molto più efficiente, anche in condizioni mutevoli.
Come si ricavano analiticamente le regole di sequenza e perché questo evita molti più colli di bottiglia rispetto all’approccio classico.
Per saperne di più

Il webinar congiunto di MTM SOLUTIONS GmbH e TAKTIQ mostra come i dati temporali di MTM portino a un clock stabile.
Per saperne di più
La pianificazione della produzione digitale spiegata in modo semplice: perché le interdipendenze, gli scenari e le cifre chiave consentono di prendere decisioni migliori.
Per saperne di più