

Von Max zu Mix: Lean Manufacturing mit der richtigen Austaktung
Lean Manufacturing zielt in der Montage auf konsequente Vermeidung nicht wertschöpfender Tätigkeiten und damit auf eine Austaktung, die den realen Bedarf wirtschaftlich abbildet. Genau das wird anspruchsvoller, wenn der Variantenmix steigt und die Zeitspreizung im Auftragsprogramm zunimmt. Eine Max-Austaktung stellt sicher, dass auch aufwändige Varianten innerhalb der Taktzeit bearbeitet werden können. Bei Varianten mit geringerer Bearbeitungszeit entsteht jedoch Leerzeit, und diese Leerzeit senkt die Effizienz im laufenden Mix.
Deshalb ist der Weg von der Max- zur Mix-Austaktung sinnvoll. Er hilft dabei, Auslastung, Taktzeit und Variantenmix besser aufeinander abzustimmen. Eine solche Veränderung sollte stufig angegangen werden, weil sich dabei auch Arbeitsweisen in der Planung ändern. Der Effizienzgewinn kann je nach Auftragsprogramm und Fertigungszeitspreizung deutlich ausfallen und in vielen Fällen schnell bei +10, +20 oder noch mehr Prozentpunkten liegen.
Lean Manufacturing entscheidet sich in der Praxis daran, wie gut das reale Auftragsprogramm beherrscht wird. Genau hier setzt der Weg von Max zu Mix an. Die folgenden fünf Schritte zeigen, wie sich diese Planungslogik in der Montage umsetzen lässt.
1. Stationsgrenzen öffnen: Drift als Kompensation kurzer Überlastung
Der erste Schritt von der Max- zur Mix-Austaktung ist oft nicht direkt eine Neuordnung der Arbeitszuordnung. In vielen Fällen werden zunächst die Stationsgrenzen geöffnet und die Taktzeit reduziert. Arbeit, die nicht innerhalb einer Taktzeit abgeschlossen wird, in den Folgetakt hinein fertiggestellt werden. In einer kontinuierlich fließenden Linie bedeutet das, dass der Werker physisch in die Folgestation hinein driftet. Bei Stopp-and-Go-Linien wird der Folgeauftrag entsprechend später begonnen.
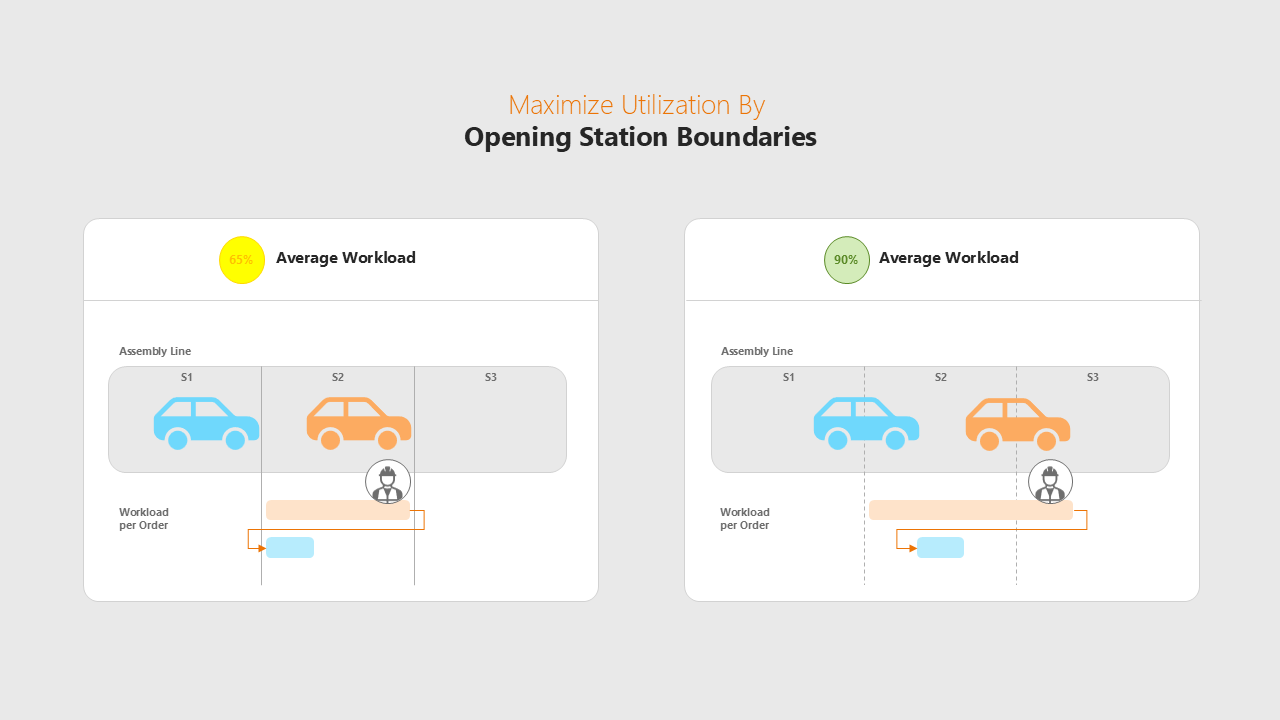
Wichtig ist dabei: Drift bedeutet keine durchschnittliche Überlastung. Pro Taktzeit arbeitet der Werker oder die Anlage weiterhin nur die entsprechende Zeit. Die Arbeit, die im Takt nicht vollständig abgeschlossen werden kann, wird im Folgetakt komplettiert. Eine Mix-Austaktung darf deshalb weiterhin keinen Werker und keine Anlage im Durchschnitt überlasten. Auslastungen über 100 Prozent müssen durch Folgeaufträge mit geringerer Auslastung wieder ausgeglichen werden.
Der praktische Nutzen liegt auf der Hand. Statt Leerzeit aus einer starren Max-Austaktung hinzunehmen, rückt die Arbeit näher an den realen Bedarf des Auftragsprogramms. So kann man entweder die Taktzeit reduzieren und damit die Stückzahl erhöhen, oder die Taktzeit bleibt gleich und die Arbeit wird so umverteilt, dass weniger Werker oder Anlagen notwendig sind.

2. Arbeit in Folgestationen begrenzen: die Driftgrenze
Mit dem Öffnen von Stationsgrenzen allein ist der Weg zur Mix-Austaktung noch nicht abgeschlossen. In der Praxis muss man klar definieren, wie weit ein Werker oder eine Anlage überhaupt driften darf. Genau dafür wird die Driftgrenze festgelegt. Sie ergibt sich aus Arbeitsbereich und zusätzlichem Driftbereich und beschreibt, bis wohin zeitlicher oder physischer Drift noch zulässig ist.
Diese Begrenzung ist notwendig, weil Drift nicht unbegrenzt möglich ist. Praktische Gründe sind zum Beispiel ein physisches Bandende, fest installierte Handlingsgeräte, Werkzeuge, logistischer Abgriff von Teilen, folgende automatisierte Stationsbereiche oder Produktzustandswechsel in der Folgestation. Auch nachfolgende Werker können eine Begrenzung notwendig machen, wenn sie auf derselben Arbeitsposition weiterarbeiten müssen.
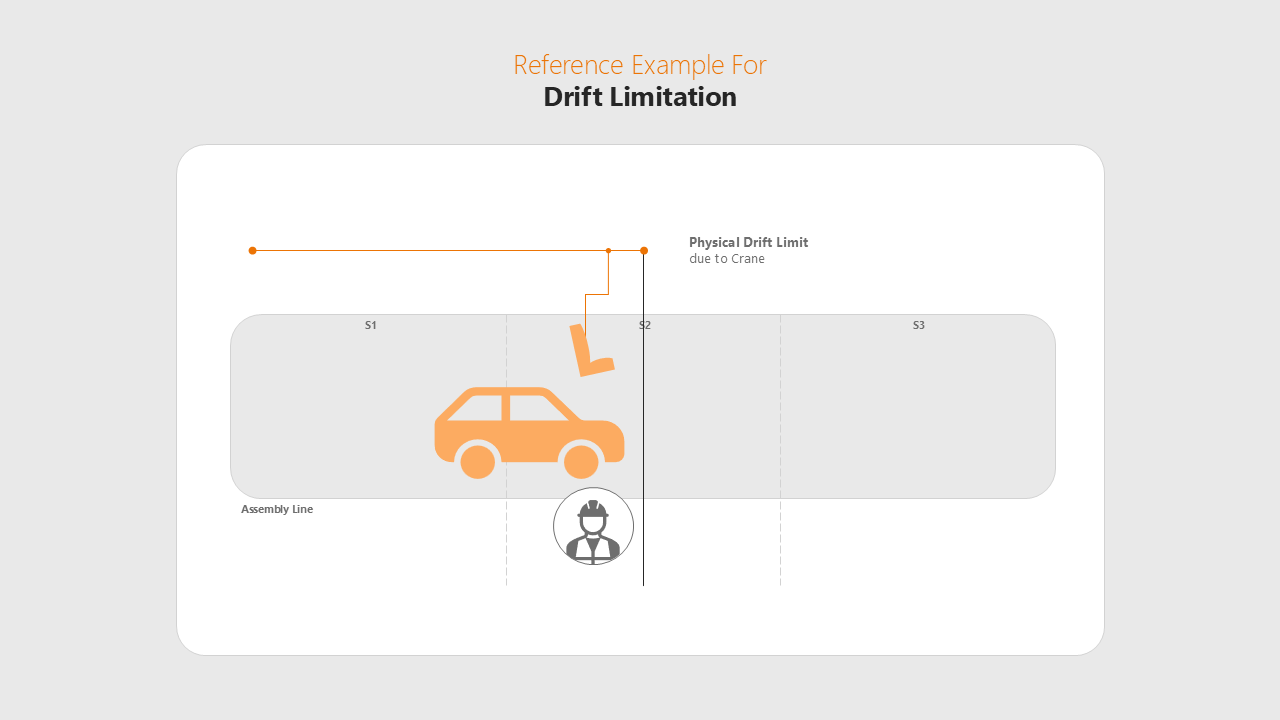
Wird die definierte Driftgrenze überschritten, liegt eine Driftgrenzenüberschreitung vor. Dann muss das Unterstützungspersonal die Überlastung auffangen. Dafür kommen zwei Wege in Frage: Entweder übernimmt das Unterstützungspersonal den ganzen Auftrag, sodass der Werker den Auftrag überspringt und direkt mit dem Folgeauftrag startet. Oder es entlastet nur den Überhang über die Driftgrenze, sodass der Werker den Auftrag an der Grenze abgibt. Welche Variante sinnvoll ist, hängt unter anderem von der Taktzeit und einer ggf. existierenden Rüstzeit (wie ein Einsteigen ins Produkt) ab.
Die Driftgrenze schafft damit einen klaren Rahmen für den Umgang mit kurzer Überlastung. Sie trennt beherrschbaren Drift von Situationen, in denen Bandstopp, Unterstützer oder andere Entlastung notwendig werden. So bleibt die Austaktung auch im Mix steuerbar.
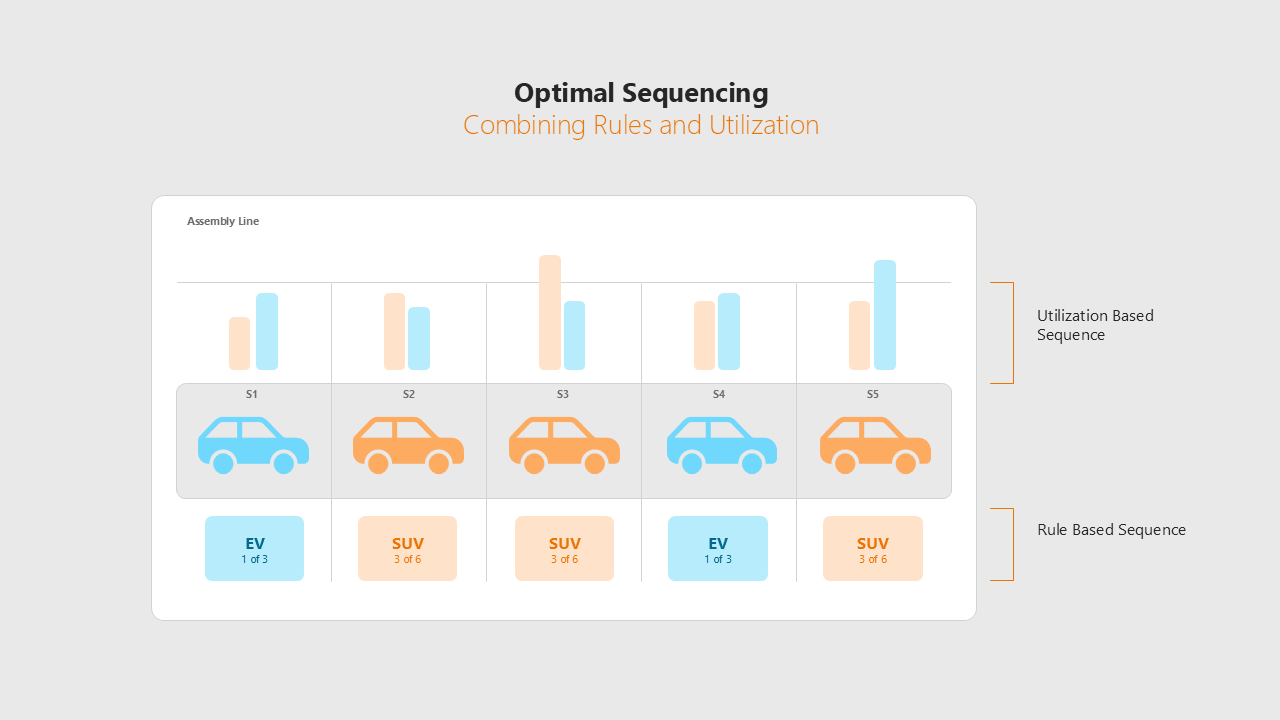
3. Reihenfolgeregeln definieren: das Auftragsprogramm gezielt glätten
Der dritte Schritt betrifft die Reihenfolge der Aufträge. Denn auch eine passende Mix-Austaktung bleibt nur dann stabil, wenn sich hohe und niedrige Auslastungen in der Produktionsreihenfolge sinnvoll abwechseln. Eine Losbildung ist hier kontraproduktiv. Geschieht dieser Wechsel nicht, entstehen Engpasssituationen, die Bandstopps oder Unterstützereinsätze notwendig machen können.
Deshalb werden Reihenfolgeregeln definiert. Ihr Ziel ist es, hochauslastende Aufträge in der Auftragssequenz so zu verteilen, dass zwischenzeitliche Entlastung entsteht. Dafür muss zunächst erkannt werden, welche Aufträge steuerungsrelevant sind. Maßgeblich sind dabei vor allem Aufträge mit hoher Auslastung oder mit zu geringer Entlastungswirkung für den Folgeauftrag. Anschließend prüft man, mit welchen Merkmalen oder Merkmalskombinationen sich diese Aufträge trennscharf beschreiben lassen.
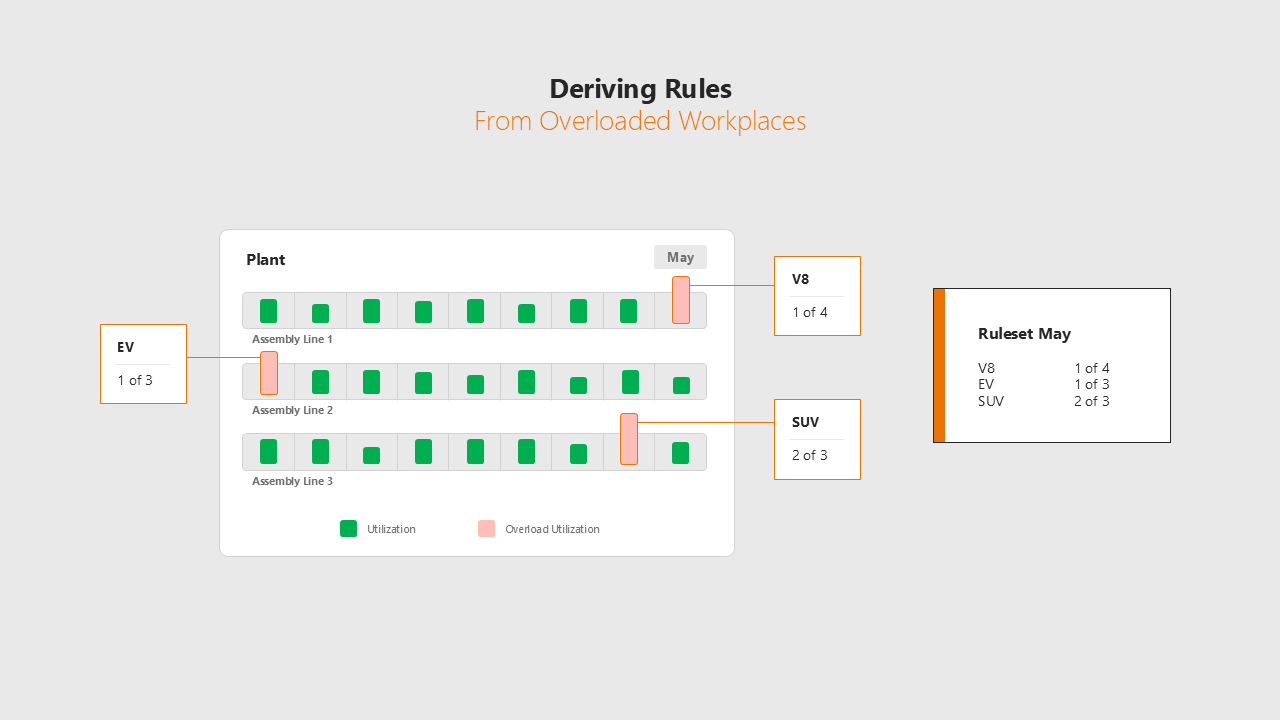
Auf dieser Grundlage werden passende Regeln festgelegt, zum Beispiel Dichteregeln oder Nachbarschaftsregeln. Ein einfaches Beispiel: Eine 1-aus-2-Regel kann ausreichen, wenn der jeweils folgende Auftrag einen stark belastenden Auftrag vollständig entlastet. Reicht diese Entlastung nicht aus, kann eine 1-aus-3-Regel erforderlich werden. Je stärker man das Potenzial einer Mix-Fertigung nutzt, desto mehr steuerungsrelevante Aufträge und desto mehr Wechselwirkungen zwischen den Regeln entstehen. Ein Regelset muss deshalb nicht nur wirksam sein, sondern auch in der Auftragssequenzierung tatsächlich eingehalten werden können.
Erst mit einer geglätteten Auftragsreihenfolge bleibt die Austaktung auch im laufenden Mix beherrschbar. Das reduziert Engpässe und Eingriffe in den Ablauf, was im Sinne von Lean Manufacturing zu einem ruhigeren Produktionsfluss führt.
4. Austaktung und Regelwerk für Lean Manufacturing regelmäßig anpassen
Der vierte Schritt betrifft die regelmäßige Überarbeitung von Austaktung und Reihenfolgeregeln. Denn eine Mix-Austaktung ist immer auf einen konkreten Variantenmix hin optimiert. Ändert sich der Mix, verändert sich auch die Belastung auf den Arbeitsplätzen. Eine Arbeitszuordnung, die heute noch gut funktioniert, kann dadurch später an ihre Grenze kommen.
Das zeigt sich besonders dann, wenn man eine Variante mit hoher Auslastung zunächst nur selten baut und sie später deutlich häufiger im Auftragsprogramm auftaucht. Gleichzeitig treten entlastende Aufträge seltener auf. Dadurch kann die Durchschnittsauslastung eines Arbeitsplatzes über 100 Prozent steigen. Engpässe lassen sich dann nicht mehr allein über die Reihenfolge vermeiden. Spätestens an diesem Punkt muss man die Austaktung anpassen.
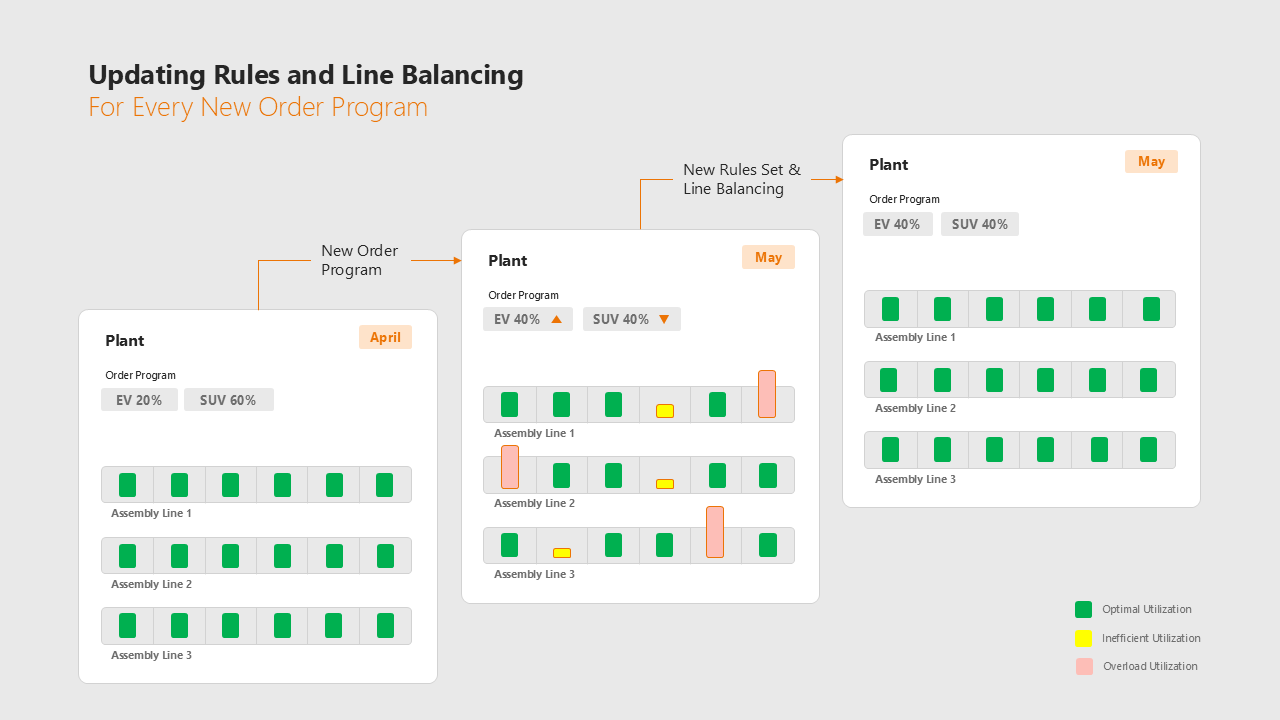
Gleichzeitig muss auch das Regelwerk für die Auftragsreihenfolge überprüft werden. Eine 1-aus-2-Regel kann zum Beispiel nur so lange eingehalten werden, wie der Anteil der betreffenden Variante unter 50 Prozent bleibt. Steigt die Baurate darüber, reicht die bisherige Regel nicht mehr aus oder sie ist in der Praxis nicht mehr einhaltbar. Dann müssen Regeln angepasst oder neu definiert werden.
Damit wird deutlich: Eine Mix-Austaktung ist keine einmalig gefundene Lösung, die dauerhaft unverändert bestehen bleibt. Sie muss zusammen mit dem Auftragsprogramm weiterentwickelt werden. Nur so bleiben Austaktung und Reihenfolgeregeln passend zum realen Mix und die Linie auch bei veränderten Bedingungen beherrschbar.
5. Auftragsequenzierung für Lean Manufacturing: mit Reihenfolgeregeln und Auslastungssimulation
Das passend definierte Reihenfolgeregelset muss in der täglichen Auftragseinplanung verwendet werden. Typischerweise unterscheidet man in der Praxis zwei Schritte: die Programmplanung oder Tagesscheibenbildung und die Auftragsequenzierung.
In der Programmplanung legt man auf Tages-, Wochen- oder Schichtebene fest, wann welche Aufträge gebaut werden. Bereits in diesem Schritt muss man die Maximalgrenzen berücksichtigen, die sich aus den Reihenfolgeregeln ergeben. Wenn man zum Beispiel eine 1-aus-3-Regel definiert hat, darf man pro Tag, pro Schicht oder pro Woche nicht mehr als 33 Prozent der Auftragsmenge von diesem Typ einplanen.
In der Auftragssequenzierung wird die Auftragsreihenfolge feingeplant, wobei die definierten Regeln berücksichtigt und eingehalten werden. Ist die entsprechende Datengrundlage vorhanden, lässt sich in diesem Schritt zusätzlich eine vollständige Auslastungssimulation jedes Auftrags an jedem Arbeitsplatz nutzen, um ein sog. Workload Sequencing bzw. eine Auslastungsglättung durchzuführen. Dabei geht es nicht nur darum, die definierten Reihenfolgeregeln einzuhalten – durch exaktes Vorauskalkulieren jeder Belastungssituation lassen sich darüber hinaus minimale Driftsituationen erreichen.
Immer wieder wird diskutiert, ob ein Workload Sequencing die Reihenfolgeregeln vollständig ersetzen kann. Theoretisch ist das möglich. In der Praxis zeigt sich jedoch, dass für die Programmplanung dann klare Grenzwerte fehlen. Dadurch kann zwar eine gute Feinsequenzierung entstehen. Gleichzeitig kann man aber bereits auf Tages-, Wochen- oder Schichtebene zu viele kritische Aufträge eingeplant haben, sodass man später keine ausreichend gute Sequenz mehr finden kann.
Lean Manufacturing zeigt sich nicht in idealisierten Planwerten, sondern in der Stabilität des realen Produktionsablaufs. Genau dafür steht der Weg von Max zu Mix. Er verlagert den Blick weg von einer reinen Absicherung des Maximalfalls und hin zu einer Planung, die Variantenmix, Reihenfolgeeffekte und tatsächliche Belastungen im Auftragsprogramm berücksichtigt. Eine passende Austaktung, belastungsgerechte Reihenfolgen und realisierbare Sequenzen sorgen dafür, dass Montageprozesse auch bei wechselnden Bedingungen beherrschbar bleiben. So wird Max zu Mix nicht zu einem Sonderfall der Planung, sondern zu einem zentralen Baustein von Lean Manufacturing in der variantenreichen Montage.
Häufige Fragen zum Thema Produktionsplanung
Bei der Max-Austaktung wird so geplant, dass jede Variante innerhalb der Taktzeit bearbeitet werden kann. Bei der Mix-Austaktung liegt die Bearbeitungszeit nicht für jede einzelne Variante, sondern im Durchschnitt unterhalb der Taktzeit. Dadurch wird der reale Variantenmix des Auftragsprogramms stärker berücksichtigt. Einen Mix-Austaktung erhöht direkt die Effizienz, stellt aber höhere Anforderungen an den Planungsprozess von Austaktung und Auftragssequenzierung.
Drift entsteht, wenn ein Auftrag an einem Arbeitsplatz nicht vollständig innerhalb der Taktzeit abgeschlossen werden kann. Die restliche Arbeit wird dann im Folgetakt fertiggestellt. Je nach Linienprinzip kann das ein zeitlicher Verzug sein oder ein physisches Driften in die Folgestation. Wichtig ist, dass daraus keine durchschnittliche Überlastung des Arbeitsplatzes entsteht und Drift ≠ Überlastung ist.
Eine Mix-Austaktung ist immer auf einen konkreten Variantenmix hin optimiert. Verändern sich Bauraten und Belastungssituationen im Auftragsprogramm, können bestehende Arbeitszuordnungen und Regeln ihre Wirkung verlieren. Dann reichen weder die bisherige Austaktung noch das bisherige Regelwerk aus, um Engpässe sicher zu vermeiden. Deshalb müssen beide regelmäßig überprüft und bei Bedarf angepasst werden.
Lean Manufacturing zielt in der Montage auf konsequente Vermeidung nicht wertschöpfender Tätigkeiten und damit auf eine Arbeitsplanung, die den realen Bedarf wirtschaftlich abbildet. Genau das wird schwierig, wenn eine Linie trotz hoher Zeitspreizung weiter auf Max-Austaktung ausgelegt bleibt. Der Weg von Max zu Mix hilft dabei, Variantenmix, Auslastung und Reihenfolge stärker am realen Auftragsprogramm auszurichten. Dadurch wird die Linie auch bei wechselnden Bedingungen beherrschbar und um vieles effizienter.
Wie Reihenfolgeregeln analytisch hergeleitet werden und warum das deutlich mehr Engpässe verhindert als der klassische Ansatz.
Mehr erfahren

Das gemeinsame Webinar von der MTM SOLUTIONS GmbH und TAKTIQ zeigt, wie MTM-Zeitdaten zu einer stabilen Austaktung führen.
Mehr erfahren
Digitale Produktionsplanung einfach erklärt: Warum Wirkzusammenhänge, Szenarien und Kennzahlen bessere Entscheidungen ermöglichen.
Mehr erfahren