从最大到混合:正确平衡的精益生产
在装配过程中,精益生产的目标是始终避免不增值的活动,从而实现经济地反映实际需求的同步。当变体组合增加,订单计划的时间差增大时,这一点就变得更具挑战性。即使是复杂的变体,最大生产线平衡也能确保其在周期内得到处理。然而,处理时间较短的变体会导致闲置时间,而闲置时间会降低当前组合的效率。
这就是为什么要从最大平衡转向混合平衡。它有助于更好地协调产能利用率、周期时间和变量组合。这种改变应分阶段进行,因为它也会改变计划工作方法。根据订单计划和生产时间的分布,效率的提高可能非常显著,在许多情况下可以迅速达到 +10、+20 甚至更多的百分点。
在实践中,精益生产取决于对实际订单计划的掌握程度。这正是 Max to Mix 方法的用武之地。以下五个步骤展示了如何在装配中实施这一计划逻辑。
1. 开放站限制:漂移作为短暂过载的补偿
从最大平衡到混合平衡的第一步往往不是直接重新安排工作分配。在许多情况下,首先打开工位限制并缩短周期时间。这意味着在一个周期内未完成的工作可以在下一个周期内完成。在连续流水线上,这意味着工人通过物理方式进入下一个工位。在走走停停的生产线上,下一项工作开始的时间相应较晚。
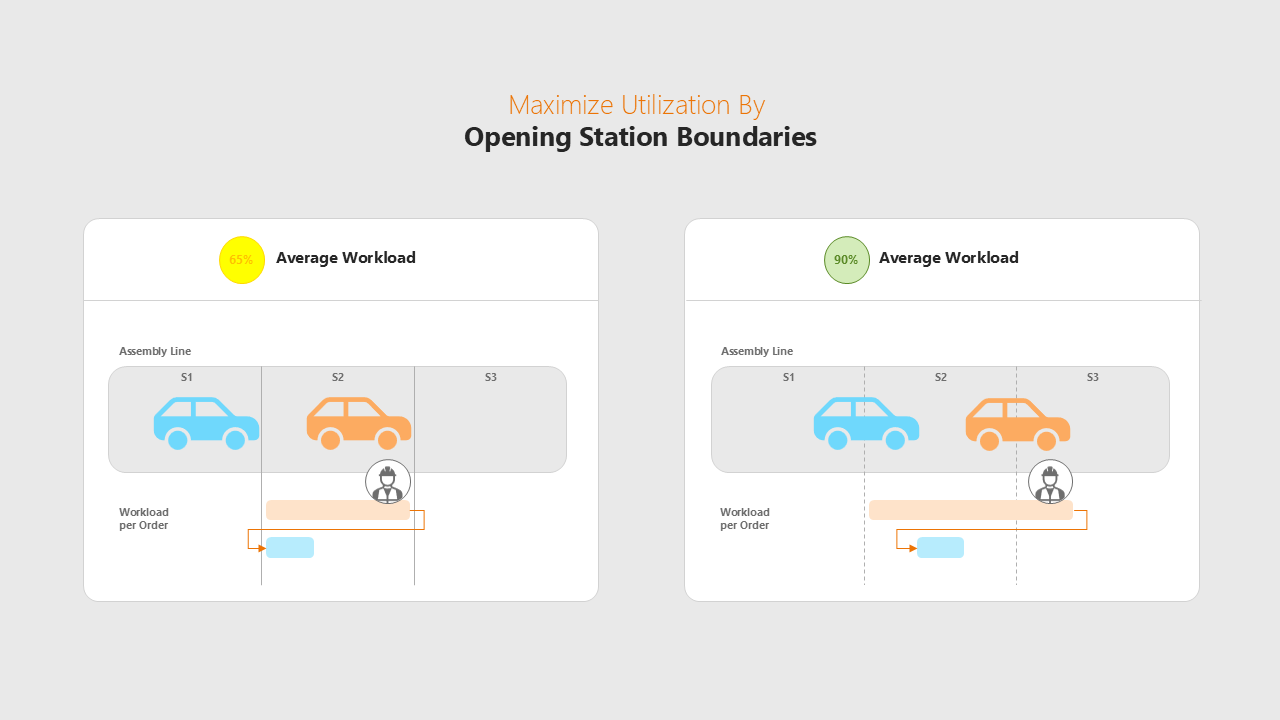
需要注意的是,漂移并不意味着平均超负荷。工人或系统只在每个周期的相应时间内继续工作。在周期内无法完全完成的工作将在下一个周期内完成。因此,混合生产线平衡仍不得使任何工人或系统平均超负荷工作。超过 100% 的工作量必须由工作量较低的后续订单来平衡。
实际好处显而易见。工作不需要接受硬性规定的最长周期内的闲置时间,而是更接近订单计划的实际要求。这意味着你可以缩短周期时间,从而增加单位数量;或者周期时间保持不变,但重新分配工作,从而减少所需的工人或系统。

2. 限制后续站点的工作:漂移限制
仅仅开放工作站限制并不是混合平衡的终点。在实践中,有必要明确界定允许工人或系统漂移的范围。漂移限值正是为此而定义的。它是工作范围和额外漂移范围的结果,描述了允许的时间漂移或物理漂移的范围。
这种限制是必要的,因为漂移不可能是无限的。实际原因包括,例如,物理皮带末端、永久安装的搬运设备、工具、部件的物流分拣、后续自动化工位区域或后续工位的产品状态变化。如果后续工人必须继续在同一工作位置工作,也可能需要对其进行限制。
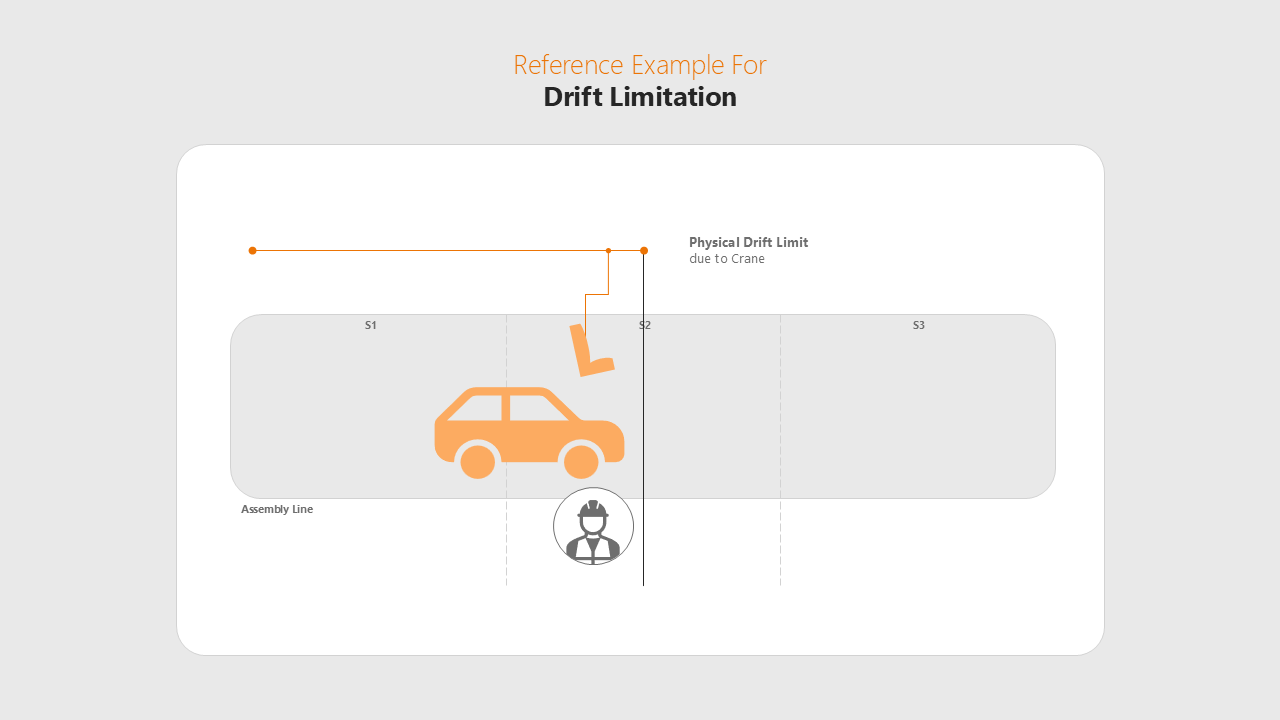
如果超出了规定的漂移限值,则表示已超出漂移限值。这时,支持人员必须承担超负荷工作。有两种方法可以做到这一点:一种是支持人员接管整个订单,这样工人就可以跳过该订单,直接开始下一个订单。或者只减轻漂移极限的悬空,让工人在极限时交出订单。除其他因素外,哪种变体更合理取决于周期时间和任何现有的设置时间(如输入产品)。
因此,漂移限制为处理短暂超载提供了一个清晰的框架。它将可控漂移与需要皮带停止、支持器或其他缓解措施的情况区分开来。这样,即使在混合过程中,时钟也是可控的。
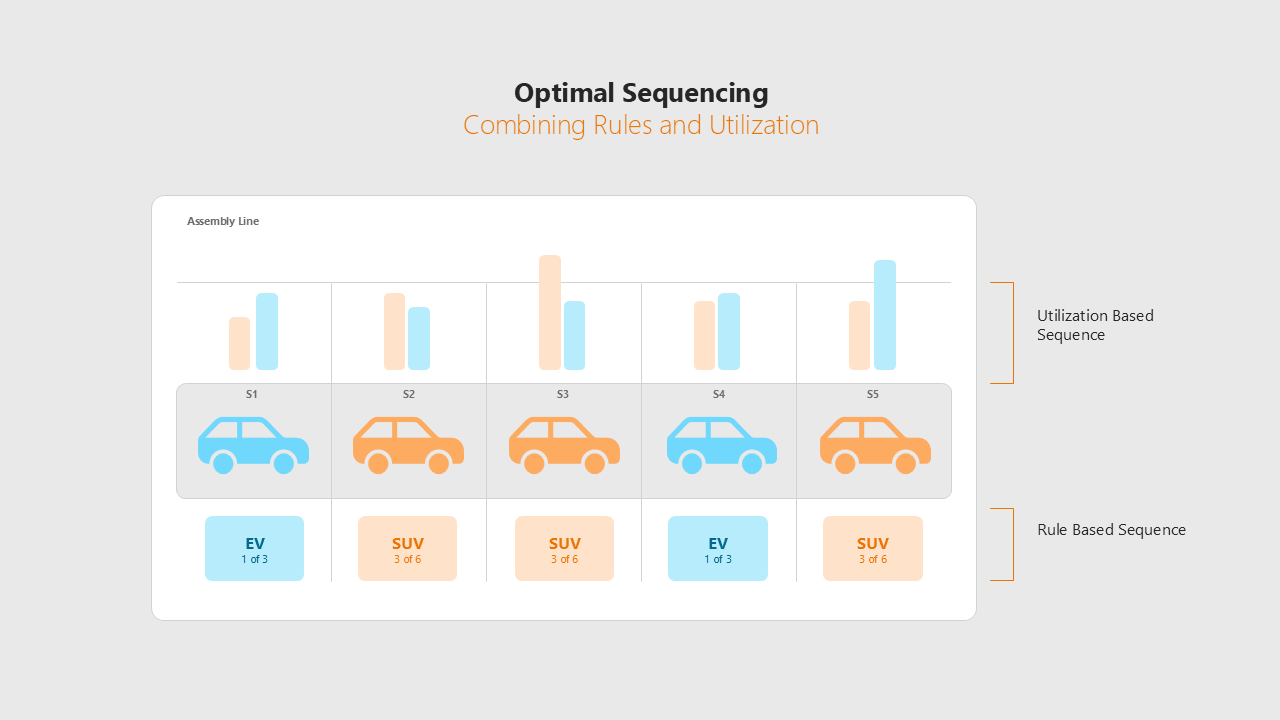
3. 确定排序规则:有针对性地使排序方案更加顺畅
第三步是订单顺序。这是因为,只有在生产顺序中高低工作量合理交替的情况下,适当的混合平衡才能保持稳定。批量生产会适得其反。如果不进行这种交替,就会出现瓶颈,导致生产线停工或需要使用辅助人员。
因此,制定了排序规则。其目的是在订单序列中分配高使用率订单,同时减轻工作量。要做到这一点,首先需要识别哪些订单需要控制。产能利用率高或对后续订单的缓解作用太小的订单与此尤为相关。下一步是检查哪些特征或特征组合可用于明确描述这些订单。
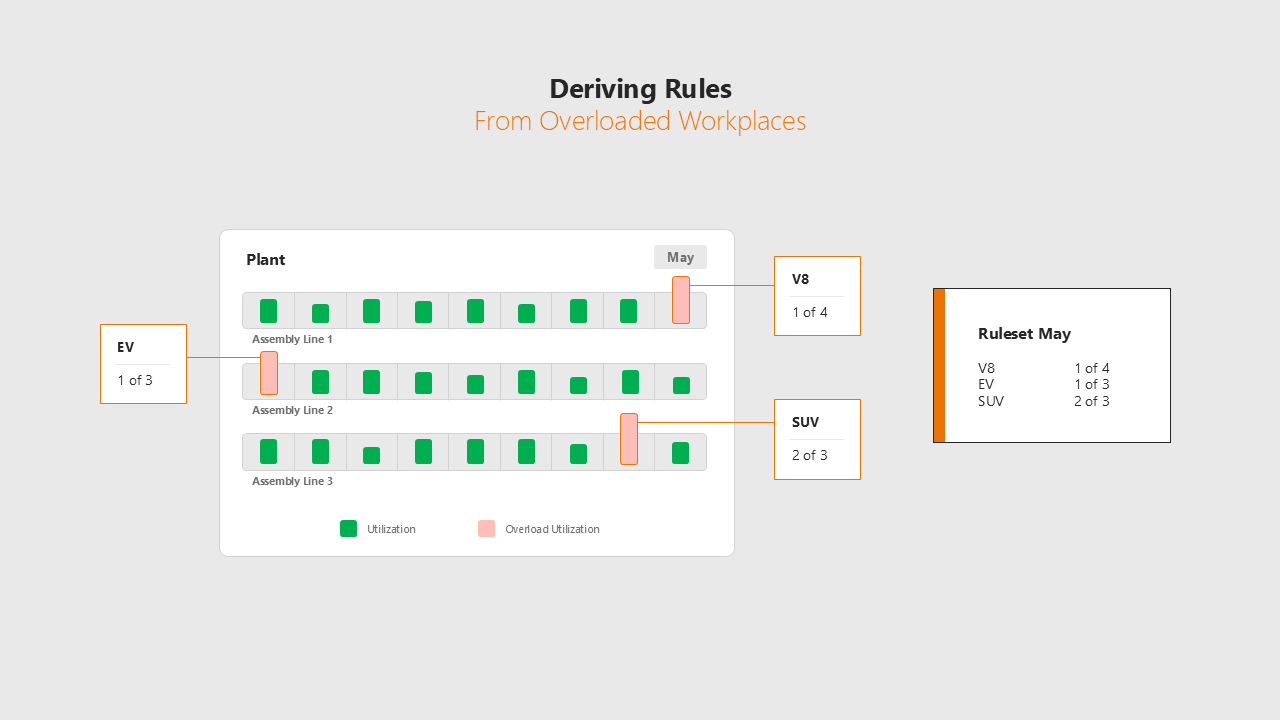
在此基础上定义合适的规则,例如诗歌规则或邻近规则。举个简单的例子:如果下面的指令完全减轻了一个重载指令的负担,那么 1 出 2 的规则就足够了。如果这种缓解还不够,则可能需要 1 出 3 的规则。混合生产的潜力利用得越多,与控制相关的订单就越多,规则之间的相互作用也就越多。因此,一套规则不仅要有效,还必须能够在订单排序中得到遵守。
只有在订单顺序平滑的情况下,才有可能保持对运行组合平衡的控制。这就减少了流程中的瓶颈和干预,从而在精益生产方面实现了更顺畅的生产流程。
4. 定期调整精益生产的同步和规则
第四步是定期修订平衡和排序规则。这是因为混合平衡总是针对特定的变体组合进行优化。如果组合发生变化,工作站的工作量也会随之变化。今天运行良好的工作分配可能会在日后达到极限。
如果一种产能利用率高的变型产品最初很少生产,而后来在订货计划中出现的频率要高得多,这种情况就尤为明显。同时,减少工作量的订单出现的频率也会降低。因此,工作站的平均利用率可能会超过 100%。这时,仅靠订单顺序已无法避免瓶颈问题。此时,最迟必须对工作量进行调整。
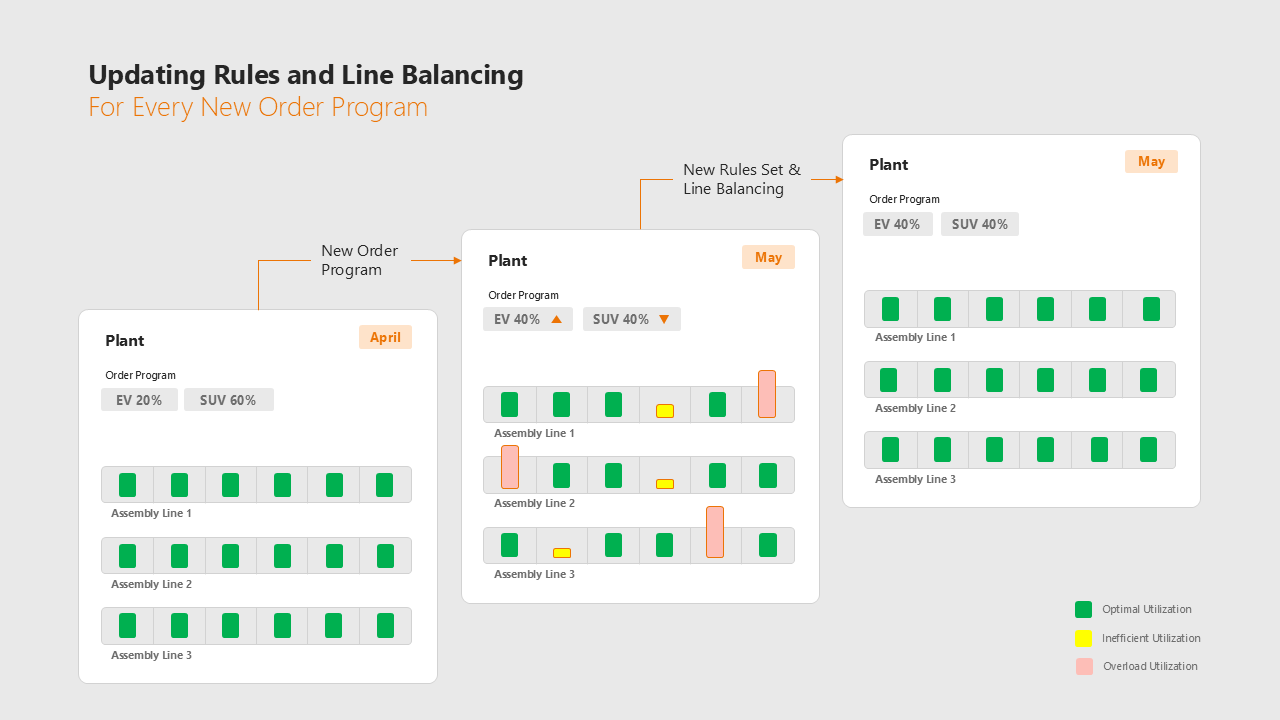
与此同时,还必须审查排序规则。例如,”1-out-of-2 “规则只有在有关变体的比例低于 50%时才能遵守。如果施工率超过了这一比例,以前的规则就不再适用,或在实践中无法再遵守。因此,必须对规则进行调整或重新定义。
这清楚地表明,混合平衡不是一个长期不变的一次性解决方案。它必须与订单计划一起进一步发展。只有这样,才能确保生产线的平衡和顺序规则与实际的混合情况相匹配,即使条件发生变化,生产线也能保持可控状态。
5. 精益生产的订单排序:排序规则和工作量模拟
在日常订单排程中必须使用适当定义的序列规则集。在实践中,通常要区分两个步骤:方案规划或每日分片和订单排序。
在计划编制过程中,您可以定义每天、每周或每班的订单生产时间。在这一步中,必须考虑到顺序规则产生的最大限制。例如,如果定义了 “1-out-of-3 “规则,则每天、每班或每周安排的订单量不得超过该类型订单量的 33%。
在工作排序中,要考虑并遵守已定义的规则,对订单顺序进行精细规划。如果有相应的数据基础,还可以在这一步骤中对每个工作站的每个订单进行完整的工作量模拟,以进行工作量排序或工作量平滑。这不仅仅是遵守已定义的排序规则,通过提前精确计算每种工作量情况,还可以最大限度地减少漂移情况。
关于工作量排序能否完全取代序列规则的问题,人们一直在反复讨论。从理论上讲,这是可能的。但在实践中,情况表明,方案规划没有明确的极限值。这可以产生良好的精细排序。但与此同时,在每日、每周或每班层面上可能已经安排了太多的关键工作,这意味着以后不可能再找到足够好的排序。
精益生产不是体现在理想化的计划值上,而是体现在实际生产过程的稳定性上。这正是 “从最大到混合 “方法所代表的含义。它将重点从单纯的保障最大情况转移到考虑订单计划中的变体组合、顺序效应和实际负荷的计划上。适当的平衡、与负荷相适应的顺序和可实现的顺序可确保装配流程即使在不断变化的条件下也能保持可控性。这意味着,”从最大到混合 “并不是计划的一种特殊情况,而是多变量装配中精益生产的核心组成部分。
有关生产规划的常见问题
采用最大平衡时,计划的执行方式是在周期时间内处理每个变量。采用混合平衡时,处理时间不是针对每个品种,而是平均低于周期时间。这就更多地考虑到了订单计划的实际品种组合。混合生产线平衡直接提高了效率,但对生产线平衡和订单排序的计划流程提出了更高的要求。
当工作站的订单无法在周期内全部完成时,就会出现漂移。剩余的工作将在下一个周期内完成。根据生产线的原理,这可能是一个时间延迟或实际漂移到下一个工位。重要的是,这不会导致工作中心平均超负荷,而且漂移≠超负荷。
混合平衡总是针对特定的变体组合进行优化。如果订单计划中的生产率和负载情况发生变化,现有的工作分配和规则就会失去作用。在这种情况下,现有的平衡和规则都不足以可靠地避免瓶颈。因此,两者都必须定期审查,并在必要时进行调整。
在装配过程中,精益生产的目标是始终避免那些不能增加价值的活动,从而实现经济地反映实际需求的工作规划。如果一条生产线在时间差很大的情况下仍然设计为最大产能利用率,这恰恰会变得很困难。从最大到混合的路径有助于使变型组合、产能利用率和顺序与实际订单计划更加一致。这样,即使在不断变化的条件下,生产线也是可控的,而且效率更高。