

A maxtól a mixig: lean gyártás a megfelelő kiegyensúlyozással
Az összeszerelésben a lean gyártás célja, hogy következetesen elkerülje az értéket nem teremtő tevékenységeket, és így olyan szinkronizálást érjen el, amely gazdaságilag tükrözi a valós keresletet. Pontosan ez az, ami egyre nagyobb kihívást jelent, amikor a variánsok összetétele nő, és a rendelési programban az időbeli szórás növekszik. A maximális vonalegyensúlyozás biztosítja, hogy még az összetett változatok is feldolgozhatók legyenek a ciklusidőn belül. A rövidebb feldolgozási idejű változatok azonban üresjárati időt eredményeznek, és ez az üresjárati idő csökkenti az aktuális mix hatékonyságát.
Ezért van értelme a maxról a mix kiegyensúlyozásra áttérni. Segít jobban összehangolni a kapacitáskihasználást, a ciklusidőt és a variánsok keverékét. Egy ilyen változást fokozatosan kell megközelíteni, mert a tervezés munkamódszereit is megváltoztatja. A megrendelési programtól és a gyártási időbeli eloszlástól függően a hatékonyságnövekedés jelentős lehet, és sok esetben gyorsan elérheti a +10, +20 vagy akár több százalékpontot is.
A gyakorlatban a lean gyártást az határozza meg, hogy a valós megrendelési program mennyire jól elsajátítható. Pontosan itt jön be a képbe a Max to Mix megközelítés. A következő öt lépés azt mutatja be, hogyan lehet ezt a tervezési logikát az összeszerelésben megvalósítani.
1. nyitott állomáshatárok: Drift a rövid túlterhelés kompenzálásaként
Az első lépés a maximálistól a mix-kiegyenlítésig gyakran nem a munkamegosztás közvetlen átszervezése. Sok esetben először az állomáshatárokat nyitják meg, és a ciklusidő csökken. Ez azt jelenti, hogy a ciklusidőn belül be nem fejezett munka a következő ciklusban befejezhető. Folyamatos áramlású sorban ez azt jelenti, hogy a dolgozó fizikailag a következő állomásra sodródik. A stop-and-go vonalakon a következő munkát ennek megfelelően később kezdik el.
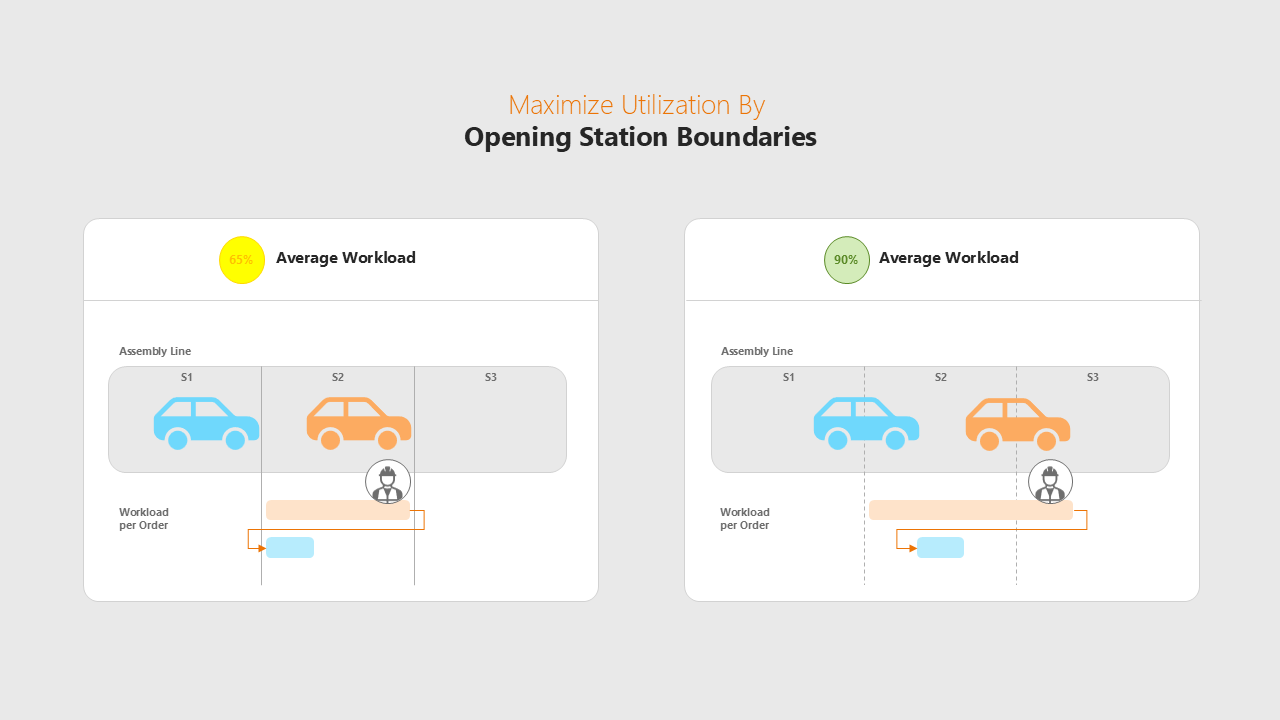
Fontos megjegyezni, hogy a sodródás nem jelent átlagos túlterhelést. A dolgozó vagy a rendszer csak ciklusidőnként a megfelelő ideig dolgozik tovább. Az a munka, amelyet az adott ciklusban nem tud teljes egészében elvégezni, a következő ciklusban fejeződik be. A vegyes vonal kiegyenlítése ezért továbbra sem szabad, hogy átlagosan túlterhelje egyik dolgozót vagy rendszert sem. A 100 százalékot meghaladó munkaterhelést a későbbi, alacsonyabb munkaterhelésű megbízásokkal kell kiegyenlíteni.
A gyakorlati előnyök nyilvánvalóak. Ahelyett, hogy a merev maximális ciklusidőből adódó üresjárati időt elfogadnánk, a munka közelebb kerül a megrendelési program tényleges követelményeihez. Ez azt jelenti, hogy vagy csökkentheti a ciklusidőt, és ezáltal növelheti az egységek számát, vagy a ciklusidő változatlan marad, és a munka újraelosztásra kerül, így kevesebb dolgozóra vagy rendszerre van szükség.

2. korlátozza a munkát a következő állomásokon: a sodródási határérték
Az állomáshatárok megnyitása önmagában még nem jelenti a keverékkiegyenlítés végét. A gyakorlatban világosan meg kell határozni, hogy egy dolgozó vagy rendszer mennyire sodródhat el. Az elsodródási határértéket pontosan erre a célra határozzák meg. Ez a munkatartományból és a további sodródási tartományból adódik, és azt írja le, hogy milyen mértékű időbeli vagy fizikai sodródás még megengedett.
Erre a korlátozásra azért van szükség, mert a drift nem lehetséges a végtelenségig. A gyakorlati okok közé tartozik például egy fizikai szalagvég, állandóan telepített kezelőeszközök, szerszámok, alkatrészek logisztikai csapolása, későbbi automatizált állomásrészek vagy termékállapot-változások a következő állomáson. Az egymást követő dolgozókat is korlátozni kell, ha ugyanazon a munkapozícióban kell folytatniuk a munkát.
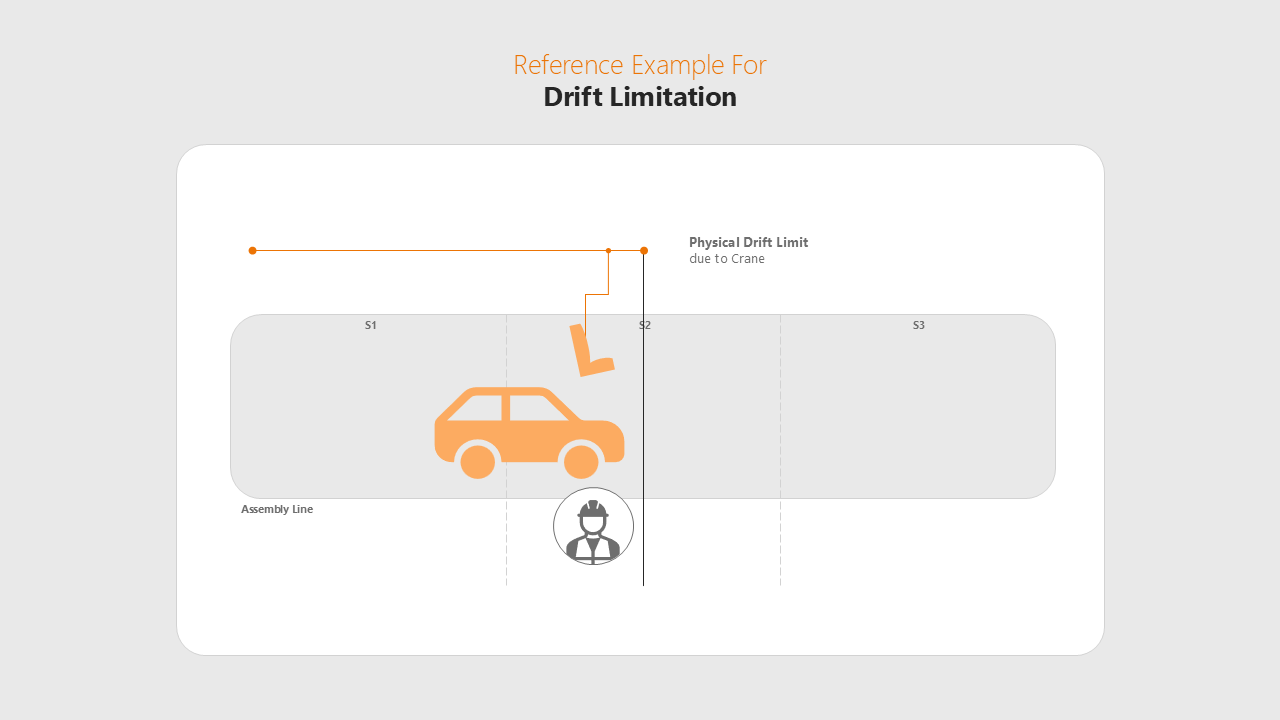
Ha a meghatározott sodródási határértéket túllépi, akkor a sodródási határértéket túllépték. A támogató személyzetnek ekkor fel kell vennie a túlterhelést. Ennek két módja van: Vagy a támogató személyzet átveszi a teljes megrendelést, így a dolgozó kihagyja a megrendelést, és közvetlenül a következő megrendeléssel kezd. Vagy csak a driftlimit túllépését enyhíti, így a dolgozó a limitnél adja át a megrendelést. Hogy melyik változatnak van értelme, az többek között a ciklusidőtől és a meglévő beállítási időtől (például a termék bevitelétől) függ.
A sodródási határérték így egyértelmű keretet teremt a rövid idejű túlterhelések kezelésére. Elválasztja a szabályozható sodródást azoktól a helyzetektől, amelyekben szükség van szíjleállításra, támaszra vagy egyéb könnyítésre. Ily módon az órajelek még a keverékben is szabályozhatók maradnak.
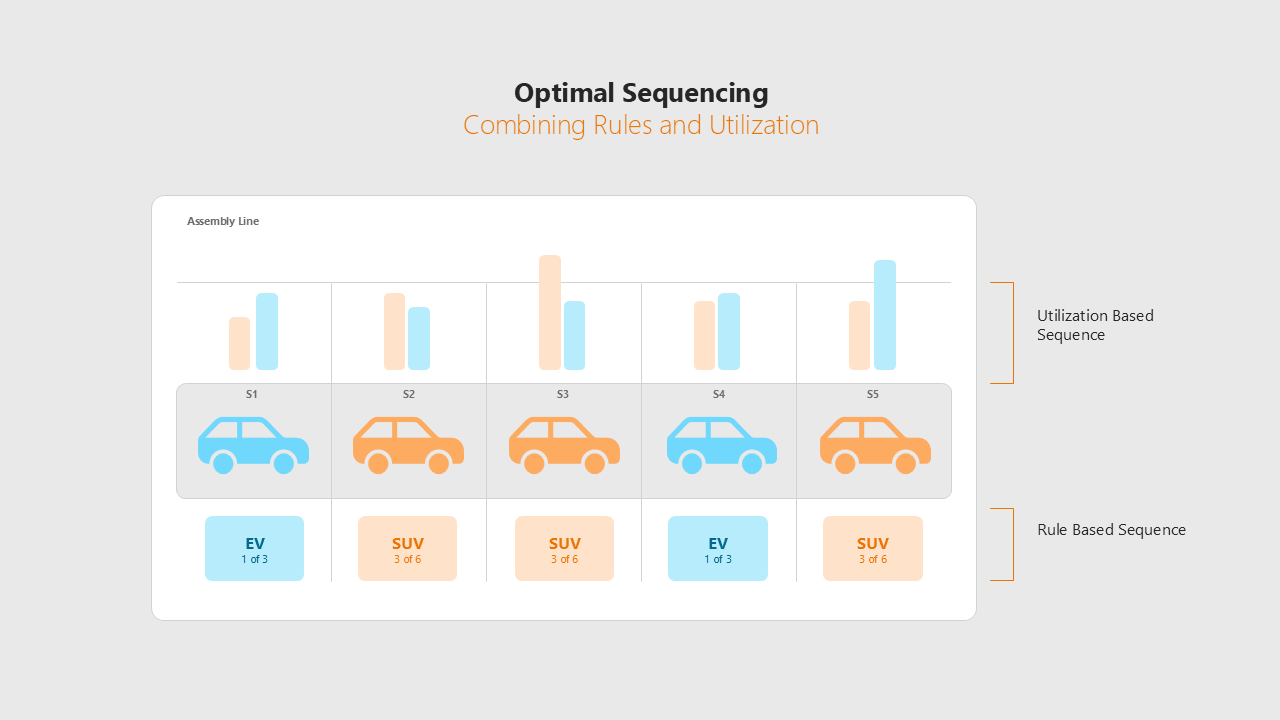
3. sorrendi szabályok meghatározása: a sorrendi program célzottan simítása
A harmadik lépés a megrendelések sorrendjére vonatkozik. Ennek oka, hogy még a megfelelő vegyes kiegyensúlyozás is csak akkor marad stabil, ha a magas és alacsony munkaterhelések a gyártási sorrendben értelmesen váltogatják egymást. A kötegképzés itt kontraproduktív. Ha ez a váltakozás nem történik meg, szűk keresztmetszetek alakulnak ki, amelyek szükségessé tehetik a gyártósor leállítását vagy a kisegítő személyzet alkalmazását.
A sorrendiségre vonatkozó szabályok ezért meghatározásra kerülnek. Céljuk, hogy a nagy kihasználtságú megrendeléseket úgy osszák el a rendelési sorrendben, hogy közben a munkaterhelés tehermentesüljön. Ennek eléréséhez először is fel kell ismerni, hogy mely megrendelések relevánsak az ellenőrzés szempontjából. Különösen fontosak itt a nagy kapacitáskihasználtságú vagy a következő megbízás számára túl kevés tehermentesítő hatással bíró megbízások. A következő lépés annak ellenőrzése, hogy mely jellemzők vagy jellemzők kombinációi használhatók e megbízások egyértelmű jellemzésére.
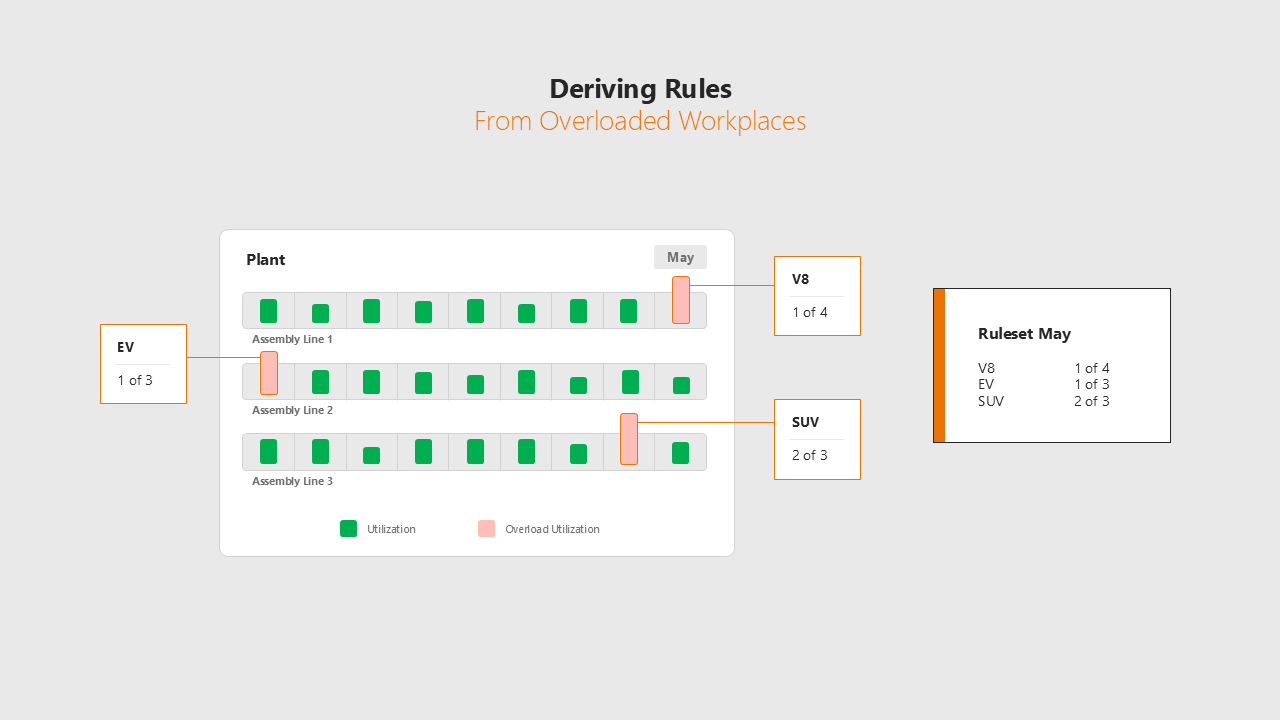
Ennek alapján megfelelő szabályok kerülnek meghatározásra, például költészeti szabályok vagy szomszédsági szabályok. Egy egyszerű példa: Egy 1-az-2-ból-2 szabály elegendő lehet, ha a következő sorrend teljesen tehermentesíti az erősen terhelt sorrendet. Ha ez a tehermentesítés nem elegendő, akkor egy 1-az-3-ból szabályra lehet szükség. Minél jobban kihasználjuk a vegyes termelés lehetőségeit, annál több szabály szempontjából releváns rend és annál több kölcsönhatás keletkezik a szabályok között. Egy szabálykészletnek ezért nemcsak hatékonynak kell lennie, hanem a rendeléssorozatban ténylegesen be is kell tudni tartani.
Csak a kiegyenlített sorrenddel lehetséges a futó keverékben az egyensúly fenntartása. Ez csökkenti a szűk keresztmetszeteket és a folyamatba való beavatkozásokat, ami a lean gyártás szempontjából simább termelési folyamatot eredményez.
4. a szinkronizálás és a lean gyártás szabályainak rendszeres kiigazítása
A negyedik lépés az egyensúlyozási és sorrendi szabályok rendszeres felülvizsgálatára vonatkozik. Ennek oka, hogy a mix kiegyensúlyozás mindig a változatok egy adott keverékére optimalizálódik. Ha a keverék változik, akkor a munkaállomások munkaterhelése is változik. Egy ma jól működő munkamegosztás később elérheti a határait.
Ez különösen nyilvánvaló, ha egy nagy kapacitáskihasználtságú változatot kezdetben csak ritkán építenek, később pedig sokkal gyakrabban szerepel a megrendelési programban. Ugyanakkor a munkaterhelést csökkentő megrendelések ritkábban fordulnak elő. Ennek eredményeként egy munkaállomás átlagos kihasználtsága 100 százalék fölé emelkedhet. A szűk keresztmetszetek ekkor már nem kerülhetők el pusztán a sorrendiséggel. Legkésőbb ezen a ponton a munkaterhelést módosítani kell.
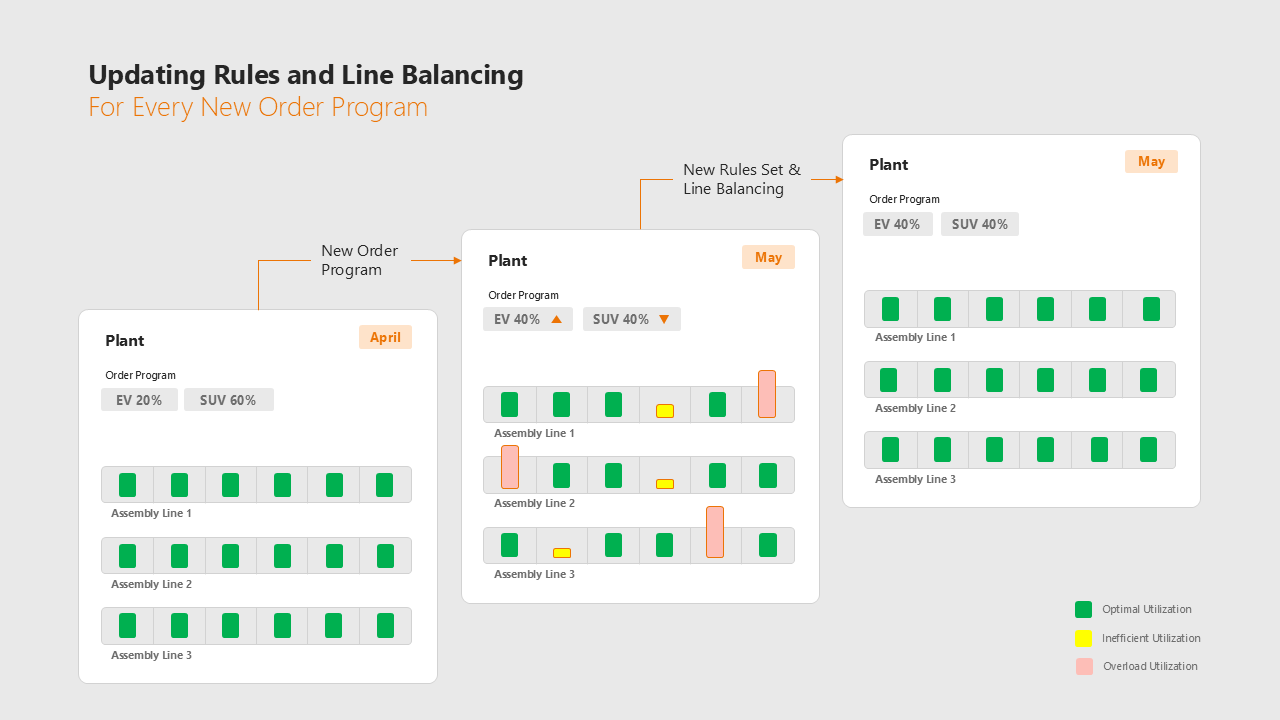
Ugyanakkor a sorrendiségre vonatkozó szabályokat is felül kell vizsgálni. Például az 1-ből 2 szabály csak addig tartható be, amíg a kérdéses változat aránya 50 százalék alatt marad. Ha az építési arány e fölé emelkedik, akkor a korábbi szabály már nem elegendő, illetve a gyakorlatban már nem tartható be. Ekkor a szabályokat ki kell igazítani vagy újra kell definiálni.
Ez világossá teszi, hogy a mix-kiegyenlítés nem egyszeri megoldás, amely hosszú távon változatlan marad. Ezt a rendelési programmal együtt tovább kell fejleszteni. Ez az egyetlen módja annak, hogy a vonal kiegyensúlyozás és a sorrendszabályok megfeleljenek a tényleges keveréknek, és hogy a vonal irányítható maradjon, még akkor is, ha a körülmények megváltoznak.
5. A megrendelések sorrendbe állítása a lean gyártáshoz: sorrendbe állítási szabályokkal és munkaterhelés-szimulációval
A megfelelően meghatározott sorrendi szabálykészletet kell használni a napi rendelésütemezésben. A gyakorlatban jellemzően két lépést különböztetünk meg: a programtervezést vagy a napi szeletképzést és a sorrendbe állítást.
A programtervezésben napi, heti vagy műszakos szinten határozza meg, hogy mikor milyen megrendeléseket kell építeni. A sorrendi szabályokból adódó maximális korlátokat már ebben a lépésben figyelembe kell venni. Például, ha definiált egy 1-ből 3 szabályt, akkor naponta, műszakonként vagy hetente legfeljebb az ilyen típusú rendelésmennyiség 33 százalékát ütemezheti be.
A munkasorrendezés során a sorrend finom megtervezésére kerül sor, figyelembe véve és betartva a meghatározott szabályokat. Ha a megfelelő adatalap rendelkezésre áll, akkor ebben a lépésben az egyes munkaállomásokon az egyes megbízások teljes munkaterhelés-szimulációja is felhasználható a munkasorrendezés vagy a munkaterhelés-egyengetés elvégzéséhez. Ez nem csak a meghatározott sorrendbeosztási szabályok betartásáról szól – az egyes munkaterhelési helyzetek előzetes pontos kiszámításával az eltolódási helyzetek minimalizálása is lehetséges.
Ismételten felmerül, hogy a munkaterhelés szekvenálása teljesen helyettesítheti-e a szekvencia-szabályokat. Elméletileg ez lehetséges. A gyakorlatban azonban bebizonyosodott, hogy nincsenek egyértelmű határértékek a programtervezéshez. Ez jó finom sorrendiséget eredményezhet. Ugyanakkor azonban előfordulhat, hogy napi, heti vagy műszakos szinten már túl sok kritikus munkát ütemeztek be, ami azt jelenti, hogy később már nem lehet kellően jó sorrendet találni.
„A lean gyártás nem ideális tervezett értékekkel, hanem a valós gyártási folyamatok robusztus folyamatai révén valósul meg. A Max to Mix biztosítja, hogy a gyártósorok még nagyszámú változat esetén is stabilak és kezelhetőek maradnak, így a gyártás a mindennapokban valóban lean lesz. “
A lean gyártás nem idealizált tervezett értékekben, hanem a tényleges gyártási folyamat stabilitásában tükröződik. A Max to Mix megközelítés pontosan ezt képviseli. Elmozdítja a hangsúlyt a pusztán a maximális eset biztosításától a tervezés irányába, amely figyelembe veszi a variánsok keverékét, a sorrendi hatásokat és a tényleges terhelést a rendelési programban. A megfelelő kiegyensúlyozás, a terhelésnek megfelelő sorrendek és a megvalósítható sorrendek biztosítják, hogy az összeszerelési folyamatok még változó körülmények között is kezelhetőek maradjanak. Ez azt jelenti, hogy a Max to Mix nem a tervezés speciális esete, hanem a lean gyártás központi eleme a többváltozatú összeszerelésben.
Gyakran ismételt kérdések a gyártástervezéssel kapcsolatban
A maximális kiegyensúlyozással a tervezés úgy történik, hogy minden egyes változatot a ciklusidőn belül lehessen feldolgozni. Mix kiegyensúlyozással a feldolgozási idő nem minden egyes variánsra, hanem átlagosan a ciklusidő alatt van. Ez jobban figyelembe veszi a rendelési program tényleges variáns-összetételét. A vegyes sorelosztás közvetlenül növeli a hatékonyságot, de nagyobb követelményeket támaszt a sorelosztás és a rendelési sorrend megállapításának tervezési folyamatával szemben.
A sodródás akkor következik be, amikor egy munkaállomáson egy megrendelést nem lehet teljes egészében befejezni a ciklusidőn belül. A fennmaradó munkát ekkor a következő ciklusban fejezik be. A vonal elvétől függően ez lehet időbeli késedelem vagy a következő állomásra való fizikai áthaladás. Fontos, hogy ez ne eredményezze a munkaállomás átlagos túlterhelését, és hogy az elsodródás ≠ túlterhelés.
A keverékkiegyenlítés mindig a változatok egy adott keverékére optimalizált. Ha a rendelési programban az építési arányok és a terhelési helyzetek megváltoznak, a meglévő munkabeosztások és szabályok elveszíthetik hatásukat. Ebben az esetben sem a meglévő kiegyensúlyozás, sem a meglévő szabályok nem elegendőek a szűk keresztmetszetek megbízható elkerülésére. Ezért mindkettőt rendszeresen felül kell vizsgálni és szükség esetén módosítani kell.
Az összeszerelésben a lean gyártás célja, hogy következetesen elkerülje az értéket nem teremtő tevékenységeket, és így olyan munkaszervezést érjen el, amely gazdaságosan tükrözi a valós keresletet. Pontosan ez válik nehézzé, ha egy gyártósort továbbra is maximális kapacitáskihasználtságra terveznek a nagy időeltolódás ellenére. A maxtól a mixig vezető út segít a variánsok mixét, a kapacitáskihasználást és a sorrendet jobban összehangolni a valós megrendelési programmal. Ezáltal a vonal irányíthatóvá és sokkal hatékonyabbá válik, még változó körülmények között is.
Hogyan lehet analitikusan levezetni a sorrendszabályokat, és miért segít ez sokkal több szűk keresztmetszetet elkerülni, mint a hagyományos megközelítés.
Tudjon meg többet

Az MTM SOLUTIONS GmbH és a TAKTIQ közös webináriuma bemutatja, hogy az MTM időadatok hogyan vezetnek stabil órajelekhez.
Tudjon meg többet
Digitális gyártástervezés egyszerűen elmagyarázva: miért teszik lehetővé a jobb döntéseket a kölcsönös függőségek, a forgatókönyvek és a kulcsszámok.
Tudjon meg többet