

De Max à Mix : le Lean Manufacturing avec le bon équilibrage
Dans le domaine de l’assemblage, le Lean Manufacturing vise à éviter systématiquement les activités sans valeur ajoutée et, par conséquent, à obtenir un cadencement qui reflète les besoins réels de manière économique. C’est précisément ce qui devient plus difficile lorsque le mix de variantes augmente et que l’écart de temps dans le programme de commande s’accroît. Un équilibrage maximal garantit que même les variantes coûteuses peuvent être traitées dans le temps de cycle. Cependant, les variantes dont le temps d’usinage est plus court génèrent du temps mort, et ce temps mort réduit l’efficacité du mix en cours.
C’est pourquoi il est utile de passer de l’équilibrage de charge maximal à l’équilibrage de charge mixte. Il aide à mieux coordonner la charge de travail, le temps de cycle et le mix de variantes. Un tel changement doit être abordé par étapes, car il modifie également les méthodes de travail dans la planification. Le gain d’efficacité peut être considérable, en fonction du programme de commande et de l’étalement des temps de production. Dans de nombreux cas, il peut rapidement atteindre +10, +20 points de pourcentage, voire plus.
Dans la pratique, le Lean Manufacturing se détermine par la maîtrise du programme de commande réel. C’est précisément là qu’intervient la démarche de Max à Mix. Les cinq étapes suivantes montrent comment cette logique de planification peut être mise en œuvre dans l’assemblage.
1. ouvrir les limites de la station : Dérive pour compenser une courte surcharge
La première étape de l’équilibrage de charge maxi à l’équilibrage de charge mixte n’est souvent pas directement une réorganisation de l’affectation du travail. Dans de nombreux cas, les limites de station sont d’abord ouvertes et le temps de cycle est réduit. Le travail qui n’est pas terminé dans un temps de cycle peut être achevé dans le cycle suivant. Dans une ligne à flux continu, cela signifie que l’opérateur dérive physiquement vers le poste suivant. Sur les lignes stop-and-go, le travail suivant est commencé plus tard en conséquence.
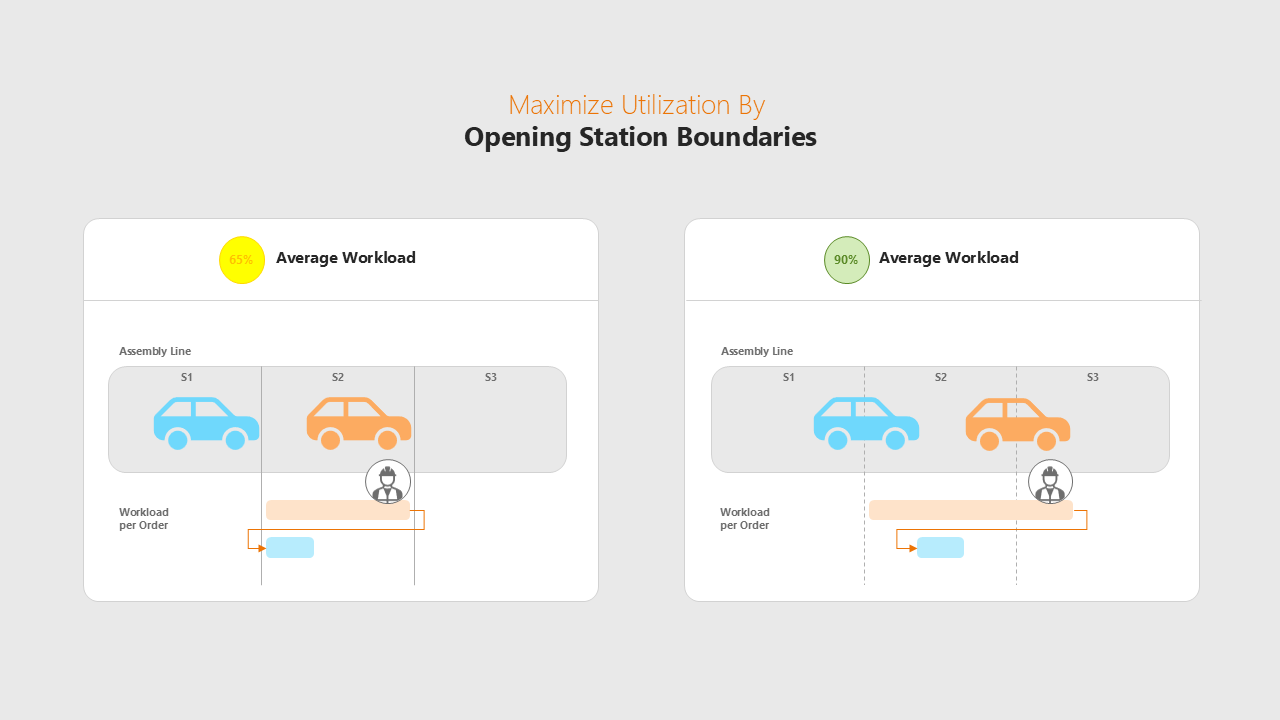
Il est important de noter que la dérive ne signifie pas une surcharge moyenne. Pour chaque temps de cycle, l’ouvrier ou l’installation ne travaille que le temps correspondant. Le travail qui ne peut pas être achevé dans le cycle est complété dans le cycle suivant. Par conséquent, un équilibrage de ligne mixte ne doit pas surcharger un opérateur ou un équipement en moyenne. Les charges de travail supérieures à 100 % doivent être compensées par des ordres consécutifs avec une charge de travail plus faible.
Les avantages pratiques sont évidents. Au lieu d’accepter des temps morts à partir d’un cadencement maxi rigide, le travail se rapproche des besoins réels du programme de l’ordre. Ainsi, il est possible soit de réduire le temps de cycle et donc d’augmenter le nombre de pièces, soit de conserver le même temps de cycle et de redistribuer le travail de manière à ce que moins d’opérateurs ou d’équipements soient nécessaires.

2. limiter le travail dans les stations suivantes : la limite de dérive
L’ouverture des limites de station ne suffit pas pour atteindre l’équilibrage de mix. Dans la pratique, il faut définir clairement jusqu’où un opérateur ou une installation peut dériver. C’est précisément à cette fin que la limite de dérive est définie. Elle résulte de la zone de travail et de la zone de dérive supplémentaire et décrit jusqu’où la dérive temporelle ou physique est encore autorisée.
Cette limite est nécessaire car la dérive n’est pas illimitée. Des raisons pratiques sont par exemple une fin de bande physique, des équipements de manutention fixes, des outils, une prise logistique de pièces, des zones de station automatisées suivantes ou un changement d’état du produit dans la station suivante. Les opérateurs suivants peuvent également avoir besoin d’une limite s’ils doivent continuer à travailler sur la même position de travail.
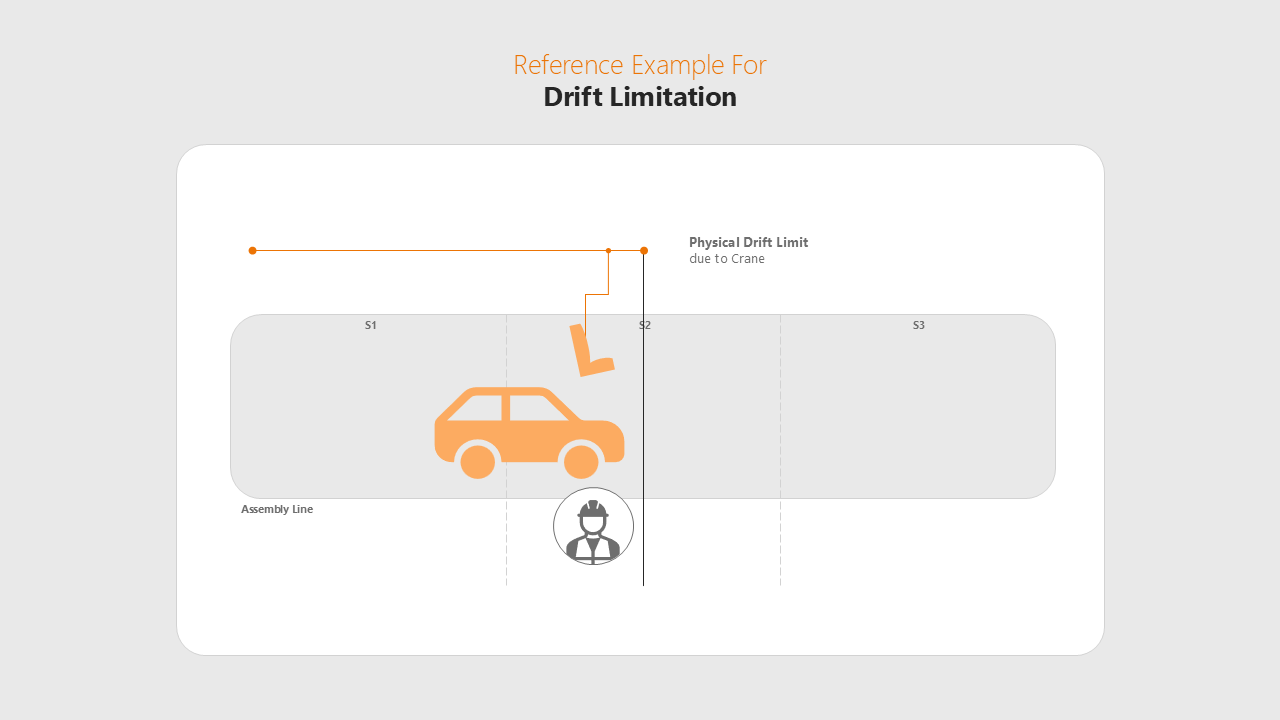
Si la limite de dérive définie est dépassée, il y a dépassement de la limite de dérive. Le personnel de soutien doit alors absorber la surcharge. Il y a deux façons de procéder : soit le personnel de soutien prend en charge l’ensemble de la tâche, de sorte que l’opérateur saute la tâche et passe directement à la tâche suivante. Ou bien il ne décharge que le dépassement de la limite de dérive, de sorte que l’opérateur passe la commande à la limite. La variante la plus judicieuse dépend entre autres du temps de cycle et d’un éventuel temps de préparation (comme une entrée dans le produit).
La limite de dérive fournit ainsi un cadre clair pour la gestion des surcharges courtes. Elle sépare la dérive contrôlable des situations où l’arrêt de la bande, le support ou un autre délestage sont nécessaires. Ainsi, l’équilibrage reste contrôlable, même en cas de mixage.
„Un équilibrage de mix n’a pas seulement besoin de la possibilité de dériver, mais aussi d’une limite claire. Ce n’est qu’ainsi qu’il est possible d’évaluer quand une surcharge peut encore être absorbée par le processus normal et quand une décharge supplémentaire est nécessaire. “
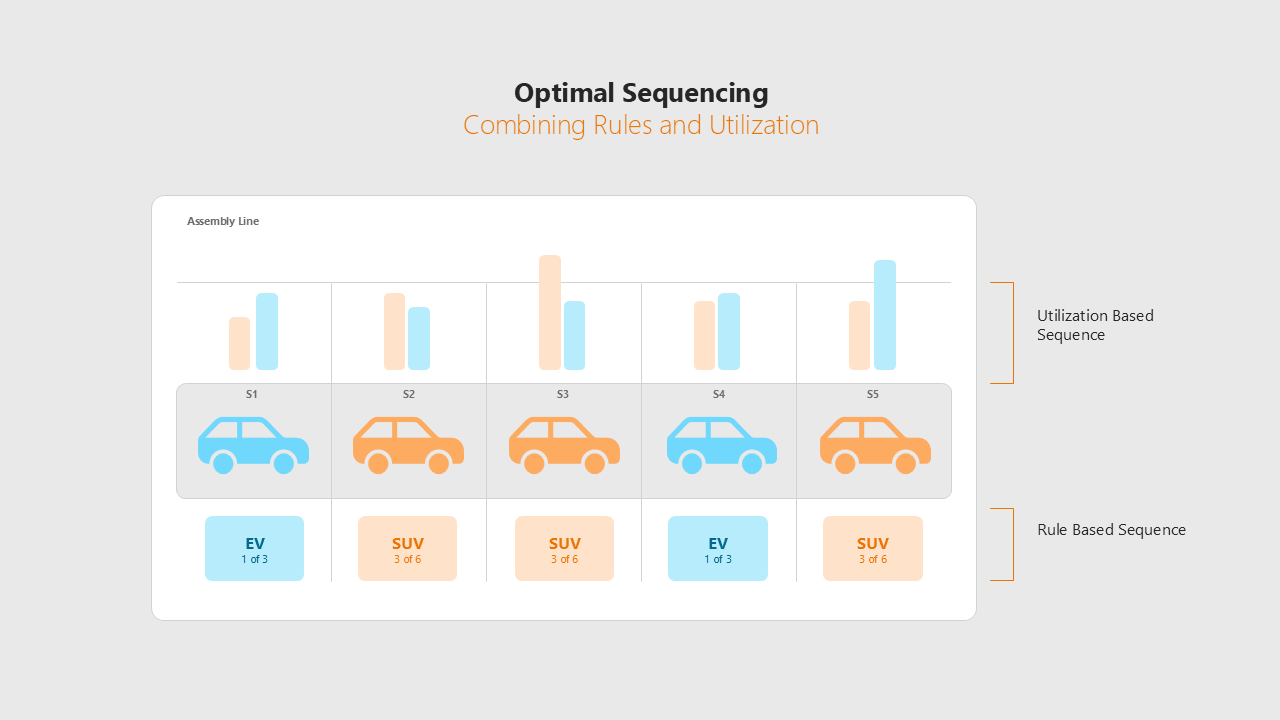
3. définir des règles de séquence : lisser le programme de travail de manière ciblée
La troisième étape concerne l’ordre des commandes. En effet, même un équilibrage mixte adapté ne reste stable que si les charges de travail élevées et faibles alternent judicieusement dans l’ordre de production. La constitution de lots est ici contre-productive. Si cette alternance n’a pas lieu, des situations de goulot d’étranglement apparaissent, qui peuvent nécessiter l’arrêt de la chaîne de production ou l’intervention de personnel de soutien.
C’est pourquoi des règles de séquencement sont définies. Leur objectif est de répartir les commandes à forte charge dans la séquence de commandes de manière à obtenir un allègement intermédiaire. Pour cela, il faut d’abord identifier les commandes qui sont pertinentes pour le contrôle. Les ordres les plus importants sont ceux dont la charge de travail est élevée ou dont l’effet de délestage est trop faible pour l’ordre suivant. Ensuite, on examine les caractéristiques ou les combinaisons de caractéristiques qui permettent de décrire ces ordres de manière précise.
Sur cette base, des règles appropriées sont définies, par exemple des règles de densité ou des règles de voisinage. Un exemple simple : une règle 1 sur 2 peut suffire si l’ordre suivant soulage complètement un ordre très contraignant. Si cet allègement ne suffit pas, une règle 1 sur 3 peut s’avérer nécessaire. Plus on exploite le potentiel d’une production mixte, plus il y a d’ordres pertinents pour le contrôle et plus il y a d’interactions entre les règles. Un ensemble de règles doit donc non seulement être efficace, mais aussi pouvoir être effectivement respecté dans le séquençage des ordres.
Ce n’est qu’avec une séquence d’ordres lissée que l’équilibrage reste maîtrisable, même dans le mix en cours. Cela réduit les goulots d’étranglement et les interventions dans le flux, ce qui, dans l’esprit du Lean Manufacturing, se traduit par un flux de production plus calme.
„L’équilibrage mixte ne fonctionne de manière stable que si les charges élevées sont réparties efficacement dans la séquence. C’est pourquoi l’affectation des tâches n’est pas la seule à être décisive, il faut aussi un ordre des tâches qui lisse de manière sûre les tâches importantes pour le contrôle. “
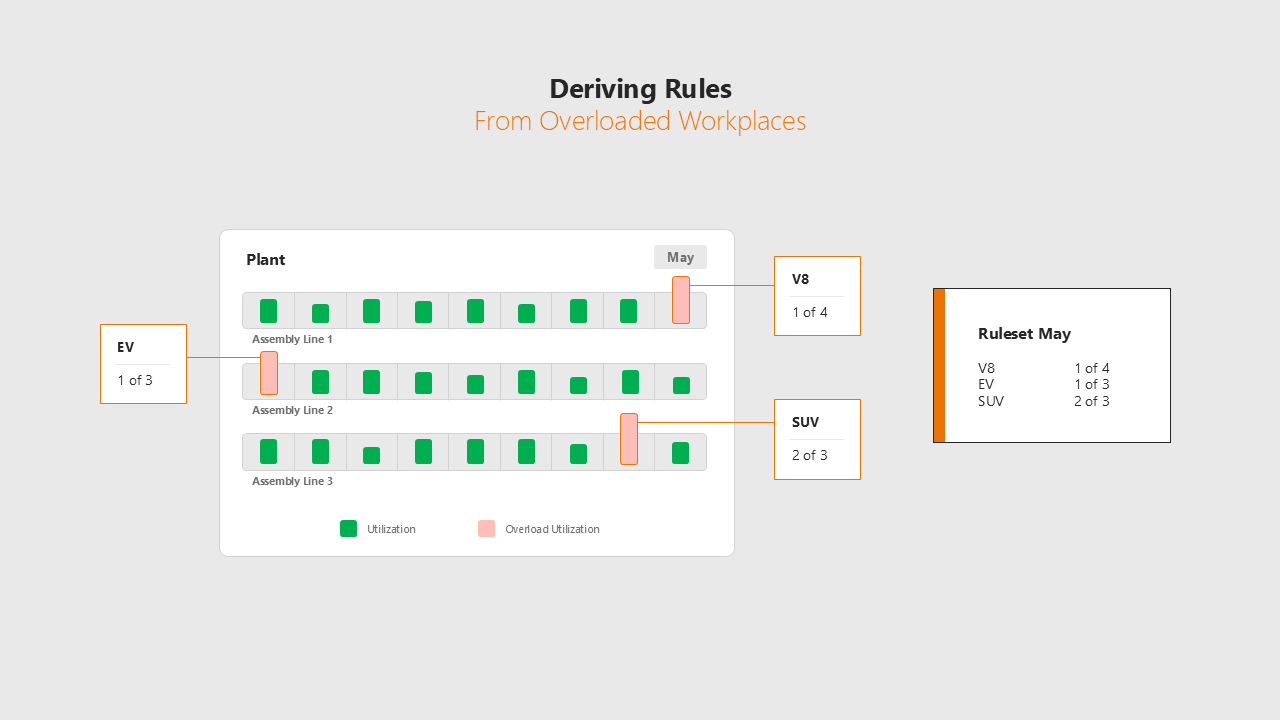
4. adapter régulièrement l’équilibrage et les règles du Lean Manufacturing
La quatrième étape concerne la révision régulière de l’équilibrage de ligne et des règles de séquence. En effet, un équilibrage de charge est toujours optimisé pour un mix de variantes concret. Si le mix change, la charge sur les postes de travail change également. Une répartition des tâches qui fonctionne encore bien aujourd’hui peut ainsi atteindre ses limites plus tard.
Cela est particulièrement visible lorsque l’on construit d’abord rarement une variante avec une charge de travail élevée et qu’elle apparaît ensuite nettement plus souvent dans le programme des commandes. Dans le même temps, les ordres de décharge apparaissent moins souvent. Le taux d’utilisation moyen d’un poste de travail peut ainsi dépasser 100 %. Il n’est alors plus possible d’éviter les goulots d’étranglement uniquement par le biais de la séquence. C’est au plus tard à ce moment-là que vous devez adapter l’équilibrage de ligne.
Parallèlement, il convient également de revoir l’ensemble des règles relatives à l’ordre des commandes. Par exemple, une règle 1 sur 2 ne peut être respectée que tant que la part de la variante concernée reste inférieure à 50 pour cent. Si le taux de construction augmente au-delà, la règle actuelle n’est plus suffisante ou ne peut plus être respectée dans la pratique. Les règles doivent alors être adaptées ou redéfinies.
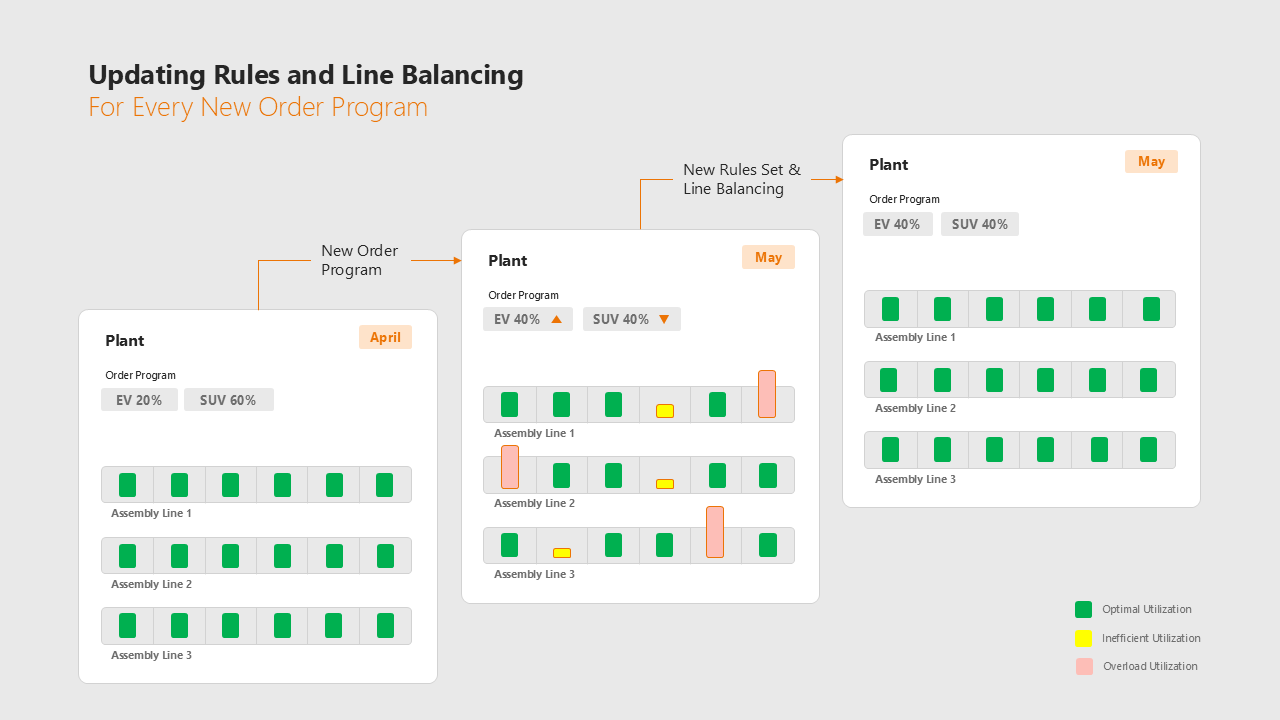
Il est donc clair que l’équilibrage mixte n’est pas une solution unique qui reste inchangée en permanence. Elle doit être développée en même temps que le programme de commande. Ce n’est qu’ainsi que l’équilibrage et les règles de séquencement restent adaptés au mix réel et que la ligne reste maîtrisable même lorsque les conditions changent.
„Si vous voulez utiliser efficacement l’équilibrage de ligne mixte, vous devez adapter régulièrement l’équilibrage de ligne et les règles de séquencement au mix de variantes réel. Ce n’est qu’à ce moment-là que la production allégée devient viable dans les conditions changeantes de l’assemblage. “
5. séquençage des ordres pour le Lean Manufacturing : avec règles de séquence et simulation de la charge de travail
Le jeu de règles de séquencement défini de manière appropriée doit être utilisé dans la planification quotidienne des ordres. Dans la pratique, on distingue généralement deux étapes : la programmation ou l’ordonnancement journalier et le séquençage des ordres.
Dans la gestion de la demande, on détermine au niveau quotidien, hebdomadaire ou de l’équipe quand quelles commandes seront construites. Dès cette étape, il faut tenir compte des limites maximales qui découlent des règles de séquence. Par exemple, si vous avez défini une règle 1 sur 3, vous ne pouvez pas planifier plus de 33% de la quantité d’ordres de ce type par jour, par équipe ou par semaine.
L’étape de séquençage des tâches consiste à planifier avec précision l’ordre des tâches en tenant compte des règles définies et en les respectant. Si les données sont disponibles, il est également possible d’utiliser une simulation complète de la charge de travail de chaque tâche à chaque poste de travail pour effectuer un séquençage de la charge de travail ou un lissage de la charge de travail. Il ne s’agit pas seulement de respecter les règles de séquencement définies, mais aussi d’obtenir des situations de dérive minimales en calculant précisément à l’avance chaque situation de charge.
On discute régulièrement de la question de savoir si un séquençage de la charge de travail peut remplacer complètement les règles de séquencement. En théorie, c’est possible. Dans la pratique, on constate toutefois qu’il manque alors des valeurs limites claires pour la programmation. Cela permet certes d’obtenir un bon séquençage fin. Mais en même temps, il se peut que l’on ait déjà planifié trop de tâches critiques au niveau quotidien, hebdomadaire ou de l’équipe, de sorte qu’il n’est plus possible de trouver une séquence suffisamment bonne par la suite.
„La production allégée ne résulte pas de valeurs planifiées idéales, mais de processus robustes dans le déroulement réel de la production. Max zu Mix veille à ce que les lignes restent stables et maîtrisables, même en cas de diversité des variantes, et rend ainsi la production réellement lean au quotidien. “
Le Lean Manufacturing ne se traduit pas par des valeurs planifiées idéalisées, mais par la stabilité du processus de production réel. C’est précisément la raison d’être de la méthode Max to Mix. Elle permet de passer d’une simple protection du cas maximal à une planification qui prend en compte le mélange de variantes, les effets de séquence et les charges réelles du programme de commande. Un équilibrage approprié, des ordres adaptés à la charge et des séquences réalisables garantissent que les processus d’assemblage restent maîtrisables même dans des conditions changeantes. Ainsi, Max zu Mix n’est pas un cas particulier de planification, mais un élément central du Lean Manufacturing dans l’assemblage à variantes.
Questions fréquentes sur la planification de la production
Dans l’équilibrage de ligne maximum, le système planifie de manière à ce que chaque variante puisse être traitée dans le temps de cycle. Dans l’équilibrage de mix, le temps de traitement n’est pas pour chaque variante individuelle, mais en moyenne inférieur au temps de cycle. Ainsi, le mix de variantes réel du programme de l’ordre est davantage pris en compte. Un équilibrage de ligne mixte augmente directement l’efficacité, mais pose des exigences plus élevées au processus de planification de l’équilibrage de ligne et du séquencement des ordres.
La dérive se produit lorsqu’un travail ne peut pas être entièrement terminé dans le temps de cycle à un poste de travail. Le travail restant est alors achevé dans le pas de ligne suivant. Selon le principe de la ligne, il peut s’agir d’un retard dans le temps ou d’une dérive physique vers le poste suivant. Il est important qu’il n’en résulte pas une surcharge moyenne du poste de travail et que la dérive soit ≠ une surcharge.
Un équilibrage de charge est toujours optimisé pour un mix de variantes concret. Si les taux de construction et les situations de charge changent dans le programme de commande, les affectations de travail et les règles existantes peuvent perdre leur effet. Dans ce cas, ni l’équilibrage de charge actuel ni les règles actuelles ne suffisent à éviter les goulots d’étranglement. C’est pourquoi les deux doivent être régulièrement contrôlés et adaptés si nécessaire.
Dans le domaine de l’assemblage, le Lean Manufacturing vise à éviter systématiquement les activités sans valeur ajoutée et donc à planifier le travail de manière à refléter les besoins réels de manière économique. C’est précisément ce qui devient difficile lorsqu’une ligne reste conçue pour un équilibrage maximal malgré un étalement temporel élevé. Le passage de Max à Mix permet d’aligner davantage le mix de variantes, la charge de travail et la séquence sur le programme de travail réel. Cela permet à la ligne d’être maîtrisée et beaucoup plus efficace, même dans des conditions changeantes.
Comment les règles de séquencement sont déduites de manière analytique et pourquoi cela permet d'éviter nettement plus de goulots d'étranglement que l'approche classique.
En savoir plus

Le webinaire commun de MTM SOLUTIONS GmbH et TAKTIQ montre comment les données temporelles MTM conduisent à un équilibrage stable.
En savoir plus
La planification numérique de la production expliquée simplement : pourquoi les relations de cause à effet, les scénarios et les indicateurs permettent de prendre de meilleures décisions.
En savoir plus