Az összeszerelés sorrendjére vonatkozó szabályok analitikus levezetése
Aki egy sokféle változatot tartalmazó szerelési vonalat stabilan szeretne tartani, annak elkerülhetetlenek a sorrendszabályok. Azonban az, hogy ezek a szabályok hogyan jönnek létre, dönti el, hogy valóban segítenek-e, vagy csupán adminisztrációs terhet jelentenek. A klasszikus módszer a leghangosabb művezetőn keresztül vezet. A jobb módszer az adatokon keresztül vezet.
Miért elengedhetetlenek a sorrendszabályok a vegyes modellű összeszerelés során?
A vegyes modellű szerelés során a termékek – eltérő gyártási lépésekkel – egymás után haladnak végig ugyanazon a gyártósoron. Egy bonyolult különfelszereléssel ellátott jármű az egyes állomásokat lényegesen nagyobb terhelésnek teszi ki, mint egy alapmodell. Célzott vezérlés nélkül ez az egyenlőtlenség túlterhelési csúcsokhoz, eltérési problémákhoz, és a legrosszabb esetben a gyártósor leállásához vezet.
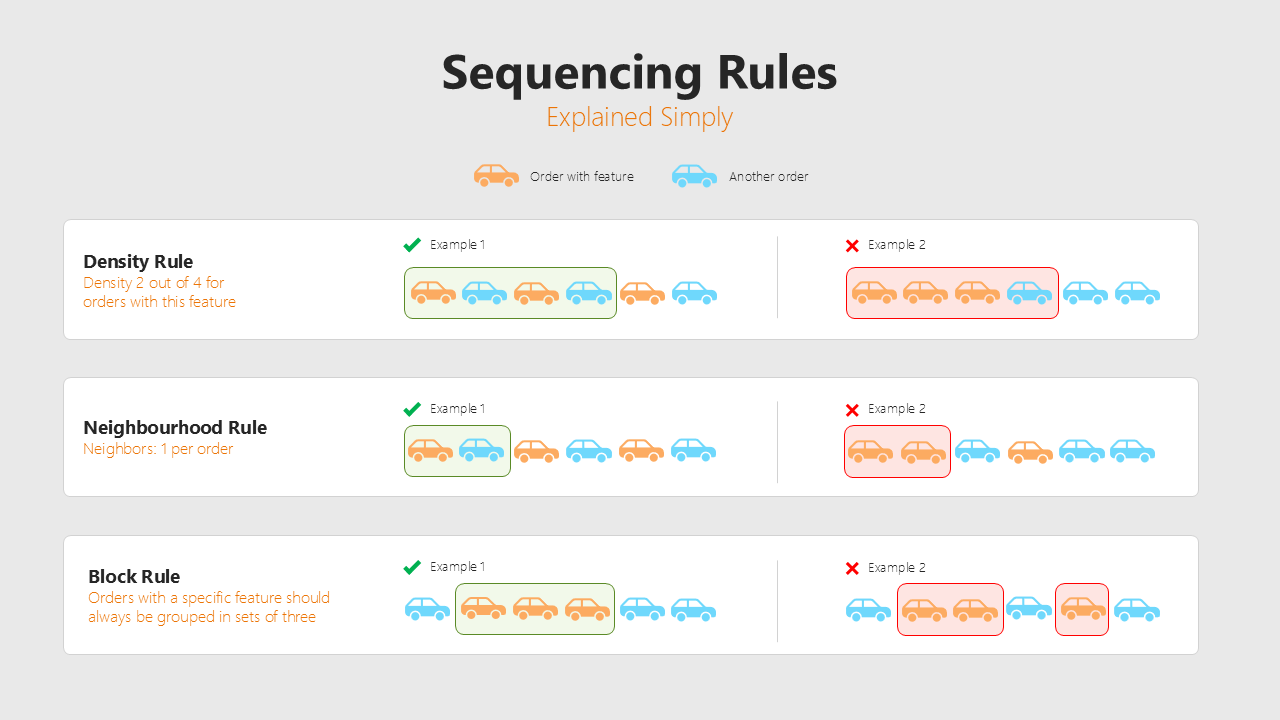
A sorrendiségre vonatkozó szabályok úgy oldják meg ezt a problémát, hogy a megrendelések sorrendjét úgy alakítják ki, hogy a nagy terhelést jelentő változatok egyenletesen oszlanak el a gyártási idő alatt. Tipikus szabálytípusok:
- Költői szabályok (pl. legfeljebb egy nehéz modell három egymást követő járműben), amelyek célzottan kiegyensúlyozzák a igényes változatokat
- Olyan szomszédsági szabályok, amelyek előírják, hogy egy összetett terméket közvetlenül egy egyszerűbbnek kell követnie
- Blokkszabályok, amelyek hasonló megrendeléseket csoportosítanak, és így csökkentik az átállási időket
A sorrend szabályok azonban messze túlmutatnak a gyártási folyamat finom szekvenciálásán. Ezek a szabályok az összeszerelés fizikai és szervezeti korlátait (pl. taktidő túllépések, korlátozott eltérési lehetőségek, szerszámok rendelkezésre állása) konkrét, ellenőrizhető előírásokká alakítják át: Milyen változat-kombinációkat képes kezelni a gyártósor? Hol húzódik a határ a stabil működés és a túlterhelés között?
Ennek közvetlen következményei vannak a korábbi tervezési szakaszokra nézve. A sorrendszabályok nem csupán a finom ütemezés eszközei, hanem elengedhetetlenek a korábbi tervezési lépésekhez is, például a gyártási programtervezéshez. Egyértelmű maximális arányokat és elosztási követelményeket határoznak meg. Így például egy sűrűségi szabály, amely szerint legfeljebb 1 jármű jut 3 egymást követő járműre, napi, heti és havi szinten legfeljebb 33%-os gyártási arányt eredményez. Ellenkező esetben előfordulhat, hogy túl sok kritikus megrendelést terveznek be túl korán, és később már nem lehet érvényes vagy stabil sorrendet találni.
Így a sorrendiségi szabályok hatékonyan megakadályozzák a szerelési kapacitás túlfoglalását hosszabb tervezési időtávon belül. A kapacitást nem csupán a darabszámok, hanem a megengedett változatok eloszlása alapján is közvetetten számszerűsítik, gondoskodnak arról, hogy a gyártási program már szerkezetileg is sorba rendezhető maradjon, és elkerülik, hogy a szűk keresztmetszetek csak a rövid távú finomtervezés során váljanak láthatóvá, amikor a korrekció már alig lehetséges.
Összességében tehát a sorrendiségi szabályok összekötő kapocsként szolgálnak a stratégiai tervezés és az operatív sorrendtervezés között: lehetővé teszik a szerelési teljesítmény korai tervezését, és biztosítják, hogy a gyártási program a valóságban is stabil, kivitelezhető megrendelés-sorrendet eredményezzen.
Hogyan lehet analitikusan levezetni a hatékony sorrendszabályokat
A sorrend-szabályok kialakulásának klasszikus módja reaktív: szűk keresztmetszet lép fel, egy művezető jelenti azt, majd bevezetnek egy szabályt. A probléma nem csupán a reaktivitásban rejlik, hanem a pontatlanságban is. A kézzel megfogalmazott szabályok gyakran több megrendelést érintenek, mint szükséges, és ritkán kérdőjelezik meg őket, még akkor sem, ha a termékösszetétel vagy a termelési ütem már régóta megváltozott.
Az analitikus módszer éppen ellenkező irányba halad: proaktív módon vezeti le a szabályokat a szerelés tényleges terhelési profiljaiból. Kiindulópontja az a felismerés, hogy a munkaállomás terhelése pontosan kiszámítható, ha a megmunkálási idők, a ciklusidő, a tűréshatárok és a változatok ismertek.
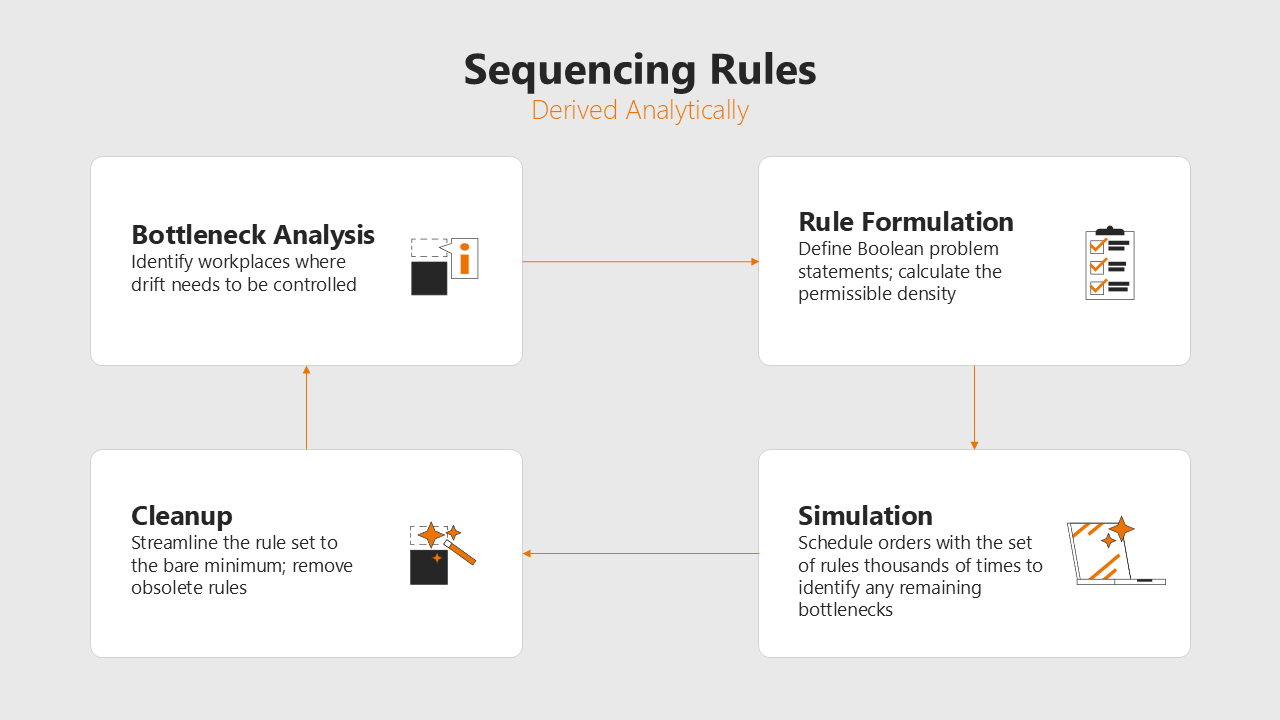
Ebből nem egyszeri folyamat alakul ki, hanem egy körforgás, amely minden iterációval tovább finomítja a szabályrendszert: a szűk keresztmetszetek elemzésétől kezdve a szabályok megfogalmazásán és a szimulációalapú ellenőrzésen át a kiigazításig, majd onnan vissza, amint a termékösszetétel vagy a termelési ütem megváltozik.
Ennek során döntő fontosságú a szabály megfogalmazásának pontossága. Ha például egy adott munkahelyen a toló-emelhető tető és a sportfelszerelés kombinációja jelenti a valódi problémát, akkor a szabálynak pontosan ezt a változatot kell szabályoznia, és nem általánosságban minden toló-emelhető tetővel rendelkező járművet. A túl tágan megfogalmazott szabály szükségtelenül korlátozza a szekvenciálhatóságot.
„Egy olyan szabály, amely a megbízások 35%-ára vonatkozik, noha csak 15%-uk jelent problémát, feleslegesen korlátozza a szekvenciálási mozgásteret. A szabályok meghatározásának pontossága nem csupán kívánatos tulajdonság, hanem a szabályrendszer irányíthatóságának döntő tényezője. “

Az eredmény egy kicsi, hatékony szabályrendszer, amely valóban csak azt szabályozza, amit szabályozni kell, és amelynek betartása bizonyíthatóan megvalósítható.
Milyen konkrét előnyökkel jár az analitikus szabálylevezetés?
A klasszikus módszerhez viszonyított különbség több szempontból is megmutatkozik:
Minden munkahely teljes körű és semleges figyelembevétele
A szabályok általában ott alakulnak ki, ahol valaki elég hangosan kiált. Ez oda vezet, hogy az erőteljes hangok dominálnak, míg más szűk keresztmetszetek figyelmen kívül maradnak, és senki sem kérdőjelezi meg azokat a szabályokat, amelyek valójában már feleslegessé váltak. Az analitikus módszer minden munkahelyet egyenrangúként kezel, és a történelmi alapon kialakult egyéni érdekek gyűjteménye helyett egy globális optimális megoldást hoz létre.
Pontosabb szabálymeghatározás, amely nagyobb mozgásteret biztosít a szekvenciáláshoz
Mivel a szabály pontosan azokhoz a feladatokhoz van igazítva, amelyek valóban szűk keresztmetszetet okoznak, így lényegesen több mozgástér marad további szabályok beépítésére. Ez csökkenti a szabályok teljes számát, és érezhetően javítja a program követhetőségét.
Annak biztosítása, hogy a szabályrendszer összességében megfelelően működjön
Csak akkor nyílik meg egy szabályrendszer valódi értéke, ha bizonyíthatóan betartható. Éppen ezért a módszer keretében ezerszer szimulálják a tervezést különböző megrendelési programokkal. Így előre igazolható, hogy a termelésirányítás a mindennapi gyakorlatban valóban betartja a szabályokat, és nem kényszerül helyzetfüggően felülírni azokat. Csak így támaszkodhat a szerelés a szabályokra, és valósíthatja meg ténylegesen a ritmus és a munkamegosztás terén rejlő hatékonysági előnyöket.
A szabályok be nem tartása esetén egyértelmű következmények
A módszer lehetővé teszi, hogy előre elemezzük, mi történik, ha bizonyos szabályokat megszegnek. Nemcsak azt tudjuk meg, hogy egy eltérés problémát jelent, hanem azt is, hogy pontosan hol: mely állomásoknak van szükségük támogatásra, és hol várhatók minőségi problémák. Ez szilárd alapot teremt a tudatos döntéshozatalhoz.
A szűk keresztmetszetek jelentősen nagyobb mértékű csökkentése
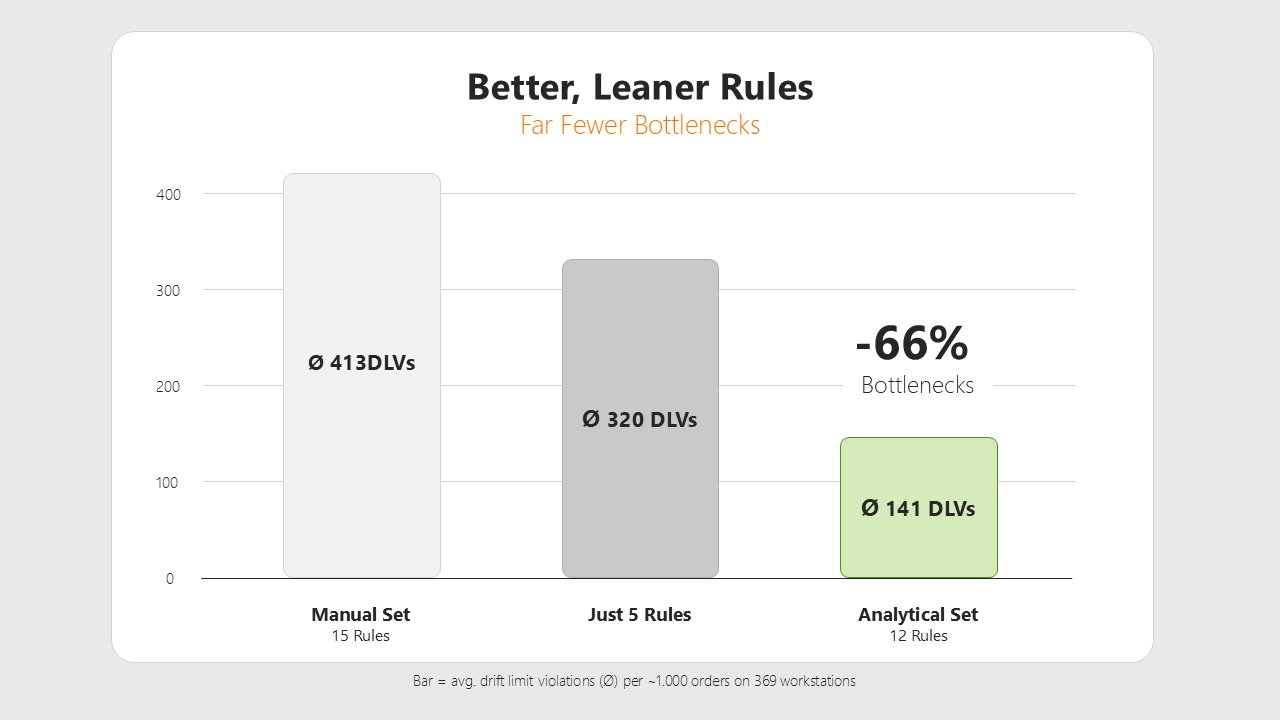
A kézzel létrehozott szabálykészletekhez képest az analitikus módszer egyértelmű eredményt mutat: a szűk keresztmetszetek 50–70 %-a elkerülhető, ráadásul még egy karcsúbb szabálykészlettel is. Ez nem elméleti érték, hanem a gyakorlatban mérhető hatás.
A sorrendiségre vonatkozó szabályok nem adminisztratív eszközök. Központi tervezési elemek, amelyek az összeszerelés teljesítményét konkrét irányelvekké alakítják át. Aki ezeket analitikusan vezeti le, nemcsak egy megbízhatóbb szabályrendszert kap, hanem mélyrehatóan megérti azt is, hogy saját gyártósora hol éri el valóban a határait, és milyen messze van még attól.
Gyakran ismételt kérdések a gyártástervezéssel kapcsolatban
Ha egy napra túl sok terhelésigényes változat esik, akkor ehhez a programhoz már nem lehet stabil sorrendet találni. Az egyes állomások krónikusan túlterheltté válnak, a munkások eltérése meghaladja a megengedett határokat, és a legrosszabb esetben a szalag leállásához vezet. A probléma a rövid távú finomtervezés során derül ki, amikor már alig lehetséges a korrekció. A gyártási programtervezésbe már beépített sorrendszabályok pontosan ezt a helyzetet hivatottak megelőzni.
A klasszikus kialakulási folyamat reaktív jellegű: egy művezető jelenti a szűk keresztmetszetet, majd bevezetnek egy szabályt. Ekor gyakran a szükségesnél több megrendelést korlátoznak, mivel a szűk keresztmetszet pontos okát nem vizsgálják elemző módon. Ehhez hozzátartozik, hogy a szabályokat ritkán vizsgálják felül, még akkor sem, ha a termékösszetétel vagy a gyártási ütem már régóta megváltozott. Ennek eredménye egy felfújt szabályrendszer, amely szükségtelenül korlátozza a folyamatok sorrendjének megtervezhetőségét.
Az analitikus módszer minden olyan esetben megéri, ahol egyszerre több sorrendszabály érvényes, és a termékválaszték rendszeresen változik. Aki csak néhány szabályt kezel és stabil termékválasztékkal rendelkezik, az tapasztalati tudással is messzire juthat. Amint azonban szabálykonfliktusok lépnek fel, a meglévő szabályok ellenére ismét szűk keresztmetszetek jelentkeznek, vagy már senki sem tudja pontosan, miért is létezik egy-egy szabály, az analitikus megközelítés egyértelműen előnyösebb.


Az MTM SOLUTIONS GmbH és a TAKTIQ közös webináriuma bemutatja, hogy az MTM időadatok hogyan vezetnek stabil órajelekhez.
Tudjon meg többet

Hogyan támogatja a max-to-mix kiegyensúlyozás a lean gyártást: kevesebb üresjárati idő, jobb kihasználtság, stabilabb összeszerelés.
Tudjon meg többet
Digitális gyártástervezés egyszerűen elmagyarázva: miért teszik lehetővé a jobb döntéseket a kölcsönös függőségek, a forgatókönyvek és a kulcsszámok.
Tudjon meg többet