Reihenfolgeregeln in der Montage analytisch herleiten
Wer eine variantenreiche Montagelinie stabil halten will, kommt um Reihenfolgeregeln nicht herum. Doch wie diese Regeln entstehen, entscheidet darüber, ob sie wirklich helfen oder nur verwaltet werden. Der klassische Weg führt über den lautesten Meister. Der bessere Weg führt über Daten.
Warum Reihenfolgeregeln in der Mixed-Model-Montage unverzichtbar sind
In der Mixed-Model-Montage läuft Produkt für Produkt mit unterschiedlichem Arbeitsinhalt durch dieselbe Linie. Ein Fahrzeug mit aufwendiger Sonderausstattung belastet einzelne Stationen deutlich stärker als ein Basismodell. Ohne gezielte Steuerung führt diese Ungleichheit zu Überlastspitzen, Driftproblemen und im schlimmsten Fall zum Bandstillstand.
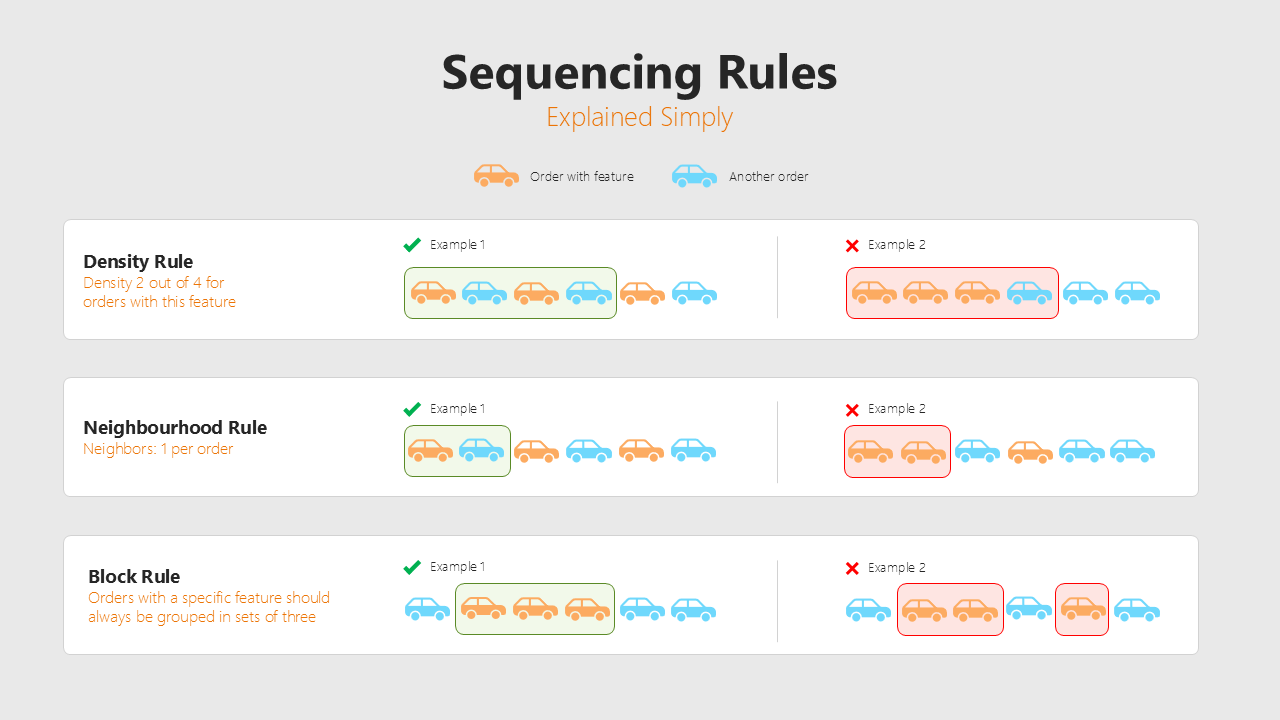
Reihenfolgeregeln lösen dieses Problem, indem sie die Sequenz der Aufträge so strukturieren, dass belastungsintensive Varianten gleichmäßig über die Produktionszeit verteilt werden. Typische Regeltypen sind:
- Dichteregeln (z. B. maximal ein schweres Modell in drei aufeinanderfolgenden Fahrzeugen), die anspruchsvolle Varianten gezielt entzerren
- Nachbarschaftsregeln, die festlegen, dass auf ein komplexes Produkt direkt ein einfacheres folgen muss
- Blockregeln, die ähnliche Aufträge bündeln und so Umrüstzeiten reduzieren
Dabei gehen Reihenfolgeregeln weit über die operative Feinsequenzierung hinaus. Sie übersetzen die physischen und organisatorischen Restriktionen der Montage (z. B. Taktzeitüberschreitungen, begrenzte Driftmöglichkeiten, Werkzeugverfügbarkeit) in konkrete, überprüfbare Vorgaben: Welche Variantenkombinationen kann die Linie beherrschen? Wo liegt die Grenze zwischen stabilem Betrieb und Überlast?
Das hat direkte Konsequenzen für die vorgelagerte Planung. Reihenfolgeregeln sind nicht nur ein Instrument der Feinsequenzierung, sondern auch essenziell für vorgelagerte Planungsschritte wie die Produktionsprogrammplanung. Sie definieren klare Maximalanteile und Verteilungsanforderungen. So führt eine Dichteregel mit maximal 1 aus 3 aufeinanderfolgenden Fahrzeugen zu maximal 33% Baurate pro Tag, Woche und Monatsebene. Andernfalls kann es passieren, dass zu viele kritische Aufträge frühzeitig eingeplant werden und später keine valide oder stabile Sequenz mehr gefunden werden kann.
Damit verhindern Reihenfolgeregeln effektiv eine Überbuchung der Montagekapazität über längere Planungshorizonte hinweg. Sie quantifizieren die Kapazität indirekt über zulässige Variantenverteilungen statt nur über Stückzahlen, sorgen dafür, dass das Produktionsprogramm bereits strukturell sequenzierbar bleibt, und vermeiden, dass Engpässe erst in der kurzfristigen Feinplanung sichtbar werden, wenn eine Korrektur kaum noch möglich ist.
In Summe wirken Reihenfolgeregeln damit als Bindeglied zwischen strategischer Planung und operativer Sequenzierung: Sie machen die Leistungsfähigkeit der Montage frühzeitig planbar und sichern ab, dass das Produktionsprogramm auch in der Realität zu einer stabilen, ausführbaren Auftragsreihenfolge führt.
Wie wirksame Reihenfolgeregeln analytisch hergeleitet werden
Der klassische Entstehungsweg einer Reihenfolgeregel ist reaktiv: Ein Engpass tritt auf, ein Meister meldet ihn, eine Regel wird eingeführt. Das Problem dabei liegt nicht nur in der Reaktivität, sondern auch in der Ungenauigkeit. Manuell formulierte Regeln treffen oft mehr Aufträge als nötig und werden selten wieder hinterfragt, selbst wenn sich Produktmix oder Austaktung längst verändert haben.
Die analytische Methode geht den umgekehrten Weg: Sie leitet Regeln proaktiv aus den realen Belastungsprofilen der Montage ab. Der Ausgangspunkt ist die Erkenntnis, dass sich die Stationsbelastung präzise berechnen lässt, wenn Bearbeitungszeiten, Taktzeit, Driftgrenzen und Varianten bekannt sind.
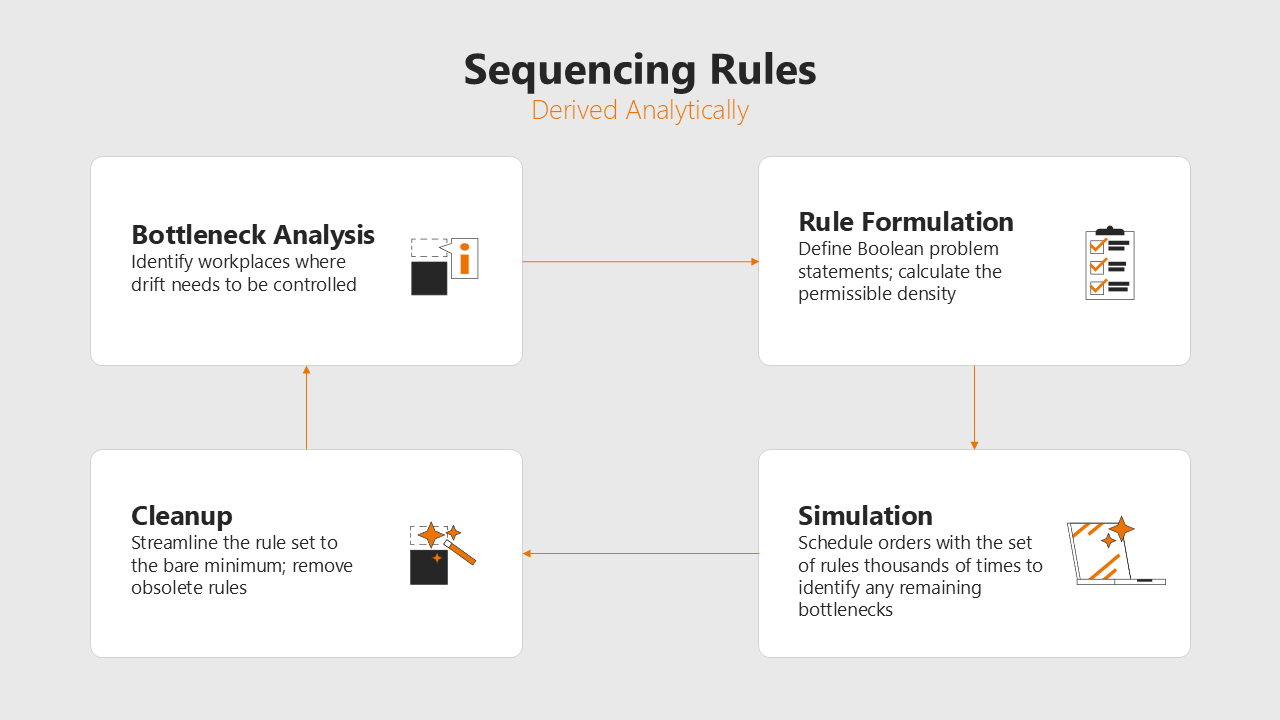
Daraus ergibt sich kein einmaliger Ablauf, sondern ein Kreislauf, der das Regelset mit jeder Iteration schärft: von der Engpassanalyse über die Regelformulierung und die simulationsbasierte Prüfung bis zur Bereinigung und von dort zurück, sobald sich Produktmix oder Austaktung ändern.
Ein entscheidender Schritt ist dabei die Genauigkeit der Regelformulierung selbst. Ist an einem Arbeitsplatz beispielsweise die Kombination aus Schiebehebedach und Sportausrüstung das eigentliche Problem, sollte die Regel genau diese Variante adressieren und nicht pauschal alle Fahrzeuge mit Schiebehebedach. Eine zu breit gefasste Regel schränkt die Sequenzierbarkeit unnötig ein.

Das Ergebnis ist ein kleines, effektives Regelset, das wirklich nur steuert, was gesteuert werden muss, und dabei nachweislich eingehalten werden kann.
Welche Vorteile eine analytische Regelherleitung konkret bringt
Der Unterschied zur klassischen Methode zeigt sich in mehreren Dimensionen:
Vollständige und neutrale Berücksichtigung aller Arbeitsplätze
Klassisch entstehen Regeln dort, wo jemand laut genug ruft. Das führt dazu, dass durchsetzungsstarke Stimmen dominieren, während andere Engpässe unbeachtet bleiben und eigentlich überflüssig gewordene Regeln niemand mehr in Frage stellt. Die analytische Methode behandelt alle Arbeitsplätze gleichwertig und erzeugt ein globales Optimum statt eine Sammlung historisch gewachsener Einzelinteressen.
Präzisere Regeldefinition mit mehr Spielraum für die Sequenzierung
Weil die Regel exakt auf die Aufträge zugeschnitten wird, die wirklich einen Engpass verursachen, bleibt deutlich mehr Freiheitsgrad für die Einplanung weiterer Regeln. Das senkt die Gesamtanzahl an Regeln und erhöht die Sequenzierbarkeit des Programms spürbar.
Sicherstellung, dass das Regelset gemeinsam funktioniert
Erst wenn ein Regelset nachweislich eingehalten werden kann, entfaltet es seinen eigentlichen Wert. Deshalb wird innerhalb der Methode tausendfach die Einplanung mit unterschiedlichen Auftragsprogrammen simuliert. So lässt sich vorab nachweisen, dass die Produktionssteuerung die Regeln im Alltag tatsächlich einhalten kann und nicht situativ übersteuern muss. Nur dann kann die Montage sich auf die Regeln verlassen und die Effizienzvorteile in Austaktung und Arbeitsverteilung auch wirklich realisieren.
Transparente Konsequenzen bei Nichteinhaltung
Die Methode erlaubt es vorab zu analysieren, was passiert, wenn bestimmte Regeln verletzt werden. Man weiß nicht nur, dass eine Abweichung problematisch ist, sondern auch genau wo: welche Stationen Unterstützung benötigen, wo Qualitätsprobleme wahrscheinlich werden. Das schafft eine belastbare Grundlage für bewusste Entscheidungen.
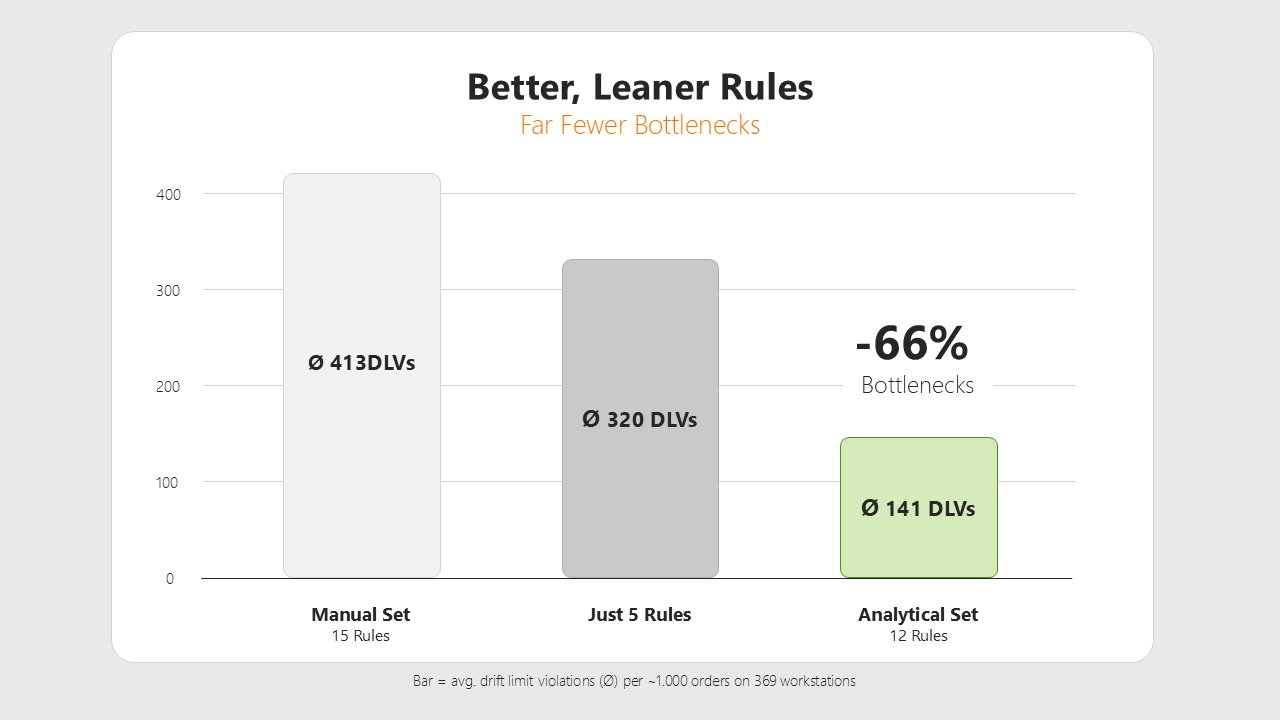
Deutlich stärkere Reduktion von Engpässen
Im Vergleich zu manuell erstellten Regelsets zeigt die analytische Methode ein klares Ergebnis: Es lassen sich 50 bis 70 % Engpässe vermeiden und das sogar mit einem schlankeren Regelset. Das ist kein theoretischer Wert, sondern ein in der Praxis messbarer Effekt.
Reihenfolgeregeln sind kein Verwaltungsinstrument. Sie sind ein zentrales Planungsartefakt, das die Leistungsfähigkeit der Montage in konkrete Steuerungsvorgaben übersetzt. Wer sie analytisch herleitet, gewinnt nicht nur ein robusteres Regelset, sondern auch ein tiefes Verständnis dafür, wo die eigene Linie wirklich an ihre Grenzen stößt, und wie weit sie davon entfernt ist.
Häufige Fragen zum Thema Produktionsplanung
Wenn zu viele belastungsintensive Varianten auf einen Tag fallen, lässt sich für dieses Programm keine stabile Sequenz mehr finden. Einzelne Stationen werden chronisch überlastet, Werkerdrift übersteigt die zulässigen Grenzen und im schlimmsten Fall kommt es zu Bandstillständen. Das Problem tritt in der kurzfristigen Feinplanung zutage, wo eine Korrektur kaum noch möglich ist. Reihenfolgeregeln, die bereits in der Produktionsprogrammplanung verankert sind, verhindern genau diese Situation.
Der klassische Entstehungsweg ist reaktiv: Ein Meister meldet einen Engpass, eine Regel wird eingeführt. Dabei werden häufig mehr Aufträge eingeschränkt als nötig, weil die genaue Ursache des Engpasses nicht analytisch untersucht wird. Hinzu kommt, dass Regeln selten wieder hinterfragt werden, selbst wenn sich Produktmix oder Austaktung längst verändert haben. Das Ergebnis ist ein aufgeblähtes Regelset, dass die Sequenzierbarkeit unnötig einschränkt.
Die analytische Methode lohnt sich überall dort, wo mehrere Reihenfolgeregeln gleichzeitig gelten und der Produktmix regelmäßig wechselt. Wer nur eine Handvoll Regeln verwaltet und einen stabilen Mix hat, kommt auch mit Erfahrungswissen weit. Sobald aber Regelkonflikte auftreten, Engpässe trotz bestehender Regeln wiederkehren oder niemand mehr genau weiß, warum eine Regel eigentlich existiert, ist der analytische Ansatz klar überlegen.


Das gemeinsame Webinar von der MTM SOLUTIONS GmbH und TAKTIQ zeigt, wie MTM-Zeitdaten zu einer stabilen Austaktung führen.
Mehr erfahren

Wie Max-zu-Mix-Austaktung Lean Manufacturing unterstützt: weniger Leerzeit, bessere Auslastung, stabilere Montage.
Mehr erfahren
Digitale Produktionsplanung einfach erklärt: Warum Wirkzusammenhänge, Szenarien und Kennzahlen bessere Entscheidungen ermöglichen.
Mehr erfahren